定制3D打印服务高精度手板原型SLA树脂SLS TPU MJF尼龙SLM金属铝合金不锈钢钛ABS模型毕业设计
定制3D打印服务高精度手板原型SLA树脂SLS TPU MJF尼龙SLM金属铝合金不锈钢钛ABS模型毕业设计
无法加载取货服务可用情况
此链接只是为了展示我们的3D打印技术和材料,请勿直接订购。
如果您对 3D 打印有任何需求,请通过电子邮件与我们联系。

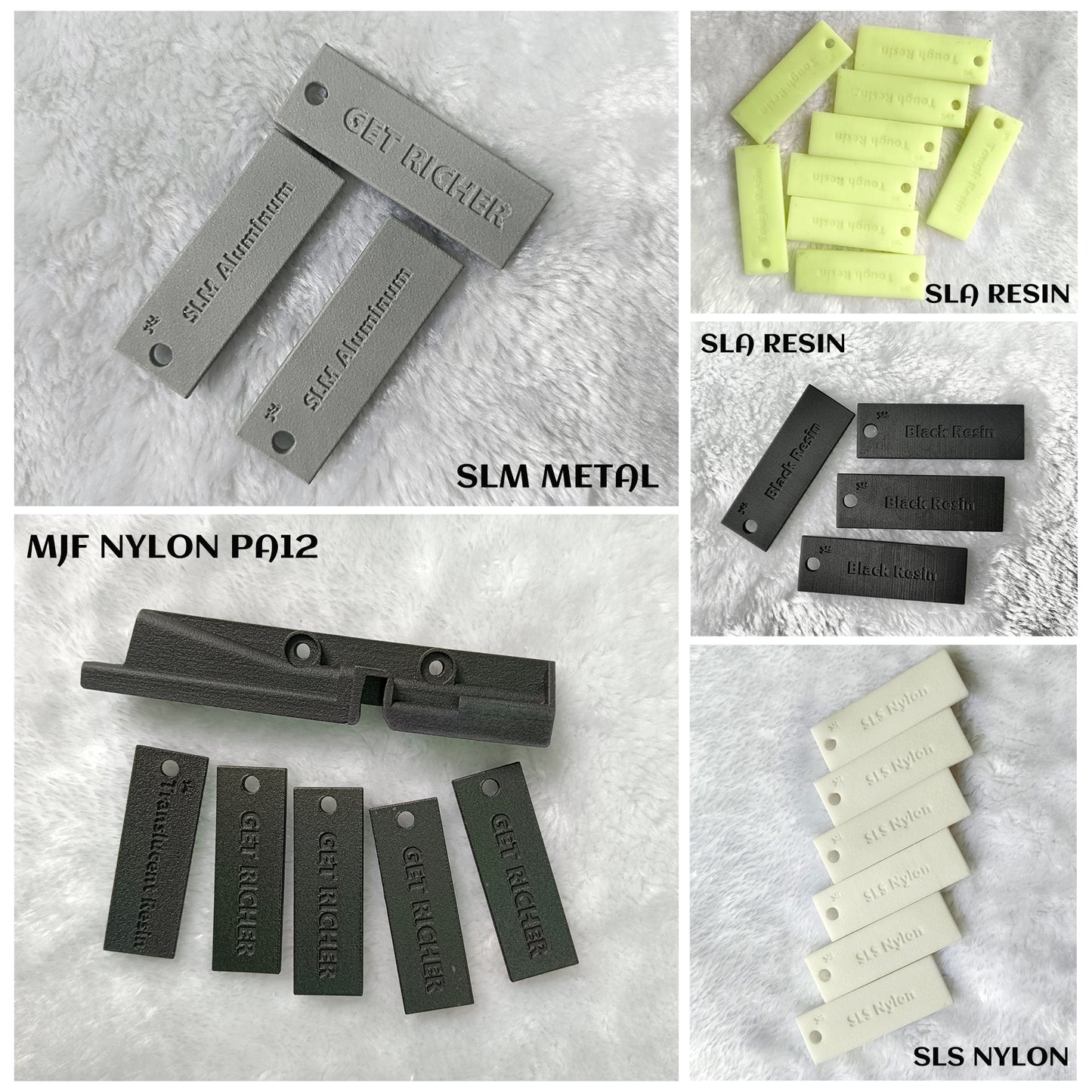
定制3D打印服务
多种技术 多种材料
SLA
标准白色树脂
SLA 标准黑色树脂
SLA 韧性树脂
SLA 高温树脂
SLA 半透明树脂
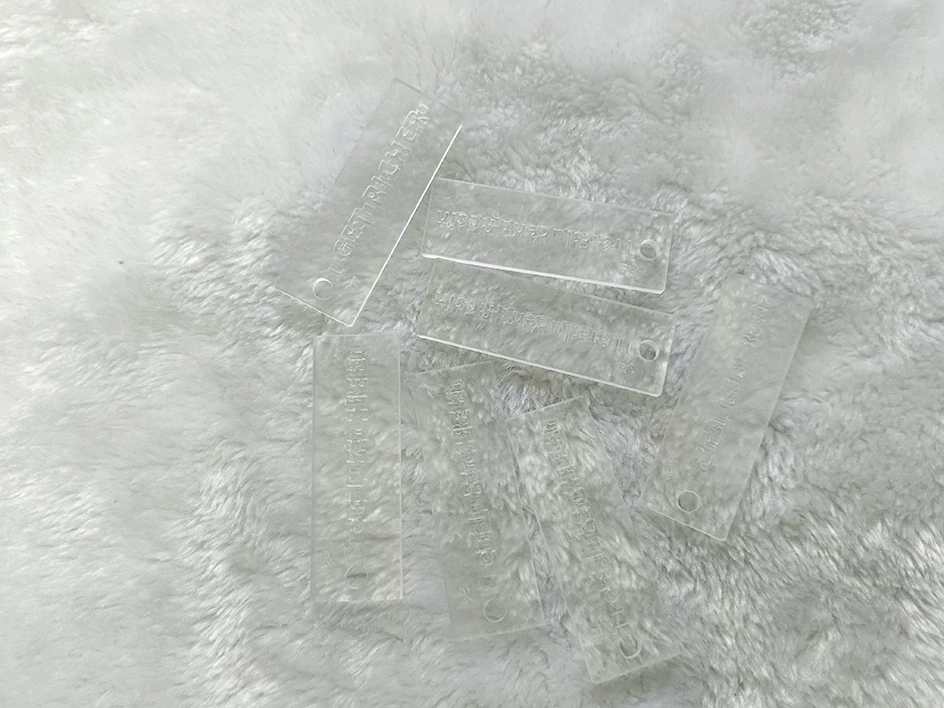
SLA 透明树脂
SLS 尼龙
SLS 玻璃纤维尼龙
SLS TPU
MJF 尼龙 PA12(灰/黑)
DLP 红蜡
SLM 铝
SLM不锈钢
SLM 钛合金
FDM ABS

关于3D打印
什么是3D打印?
3D打印,也称为增材制造,是一种通过逐层添加材料来创建三维物体的制造工艺。与传统的减材制造方法不同,传统的减材制造方法涉及从固体块中切割或成型材料,3D 打印从下到上逐层构建物体。该技术可以创建复杂的形状,而使用传统制造技术很难或不可能生产这些形状。

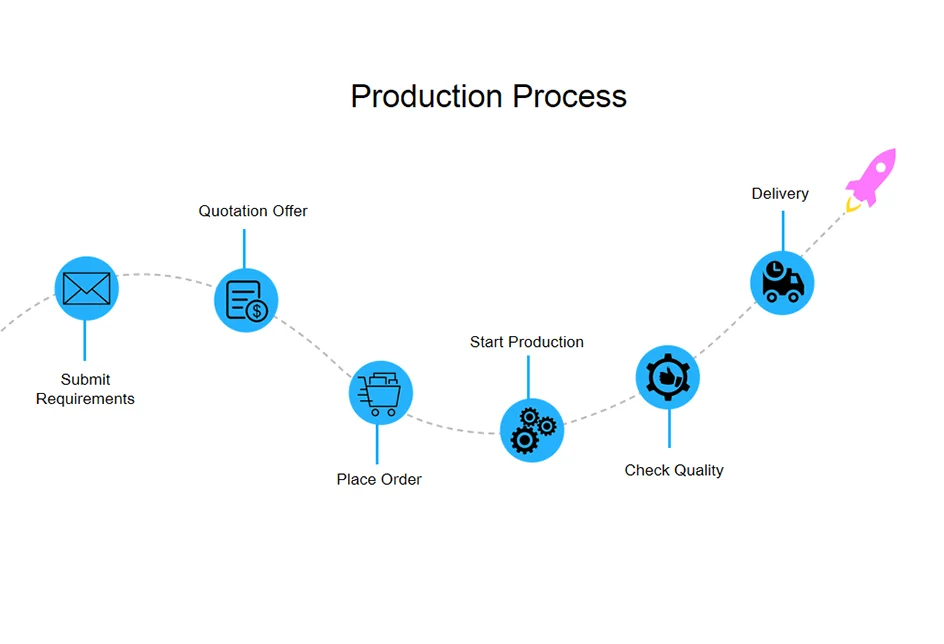
如何订购
1、向我们发送您的要求
2、报价
3、下订单
4、开始生产
5、检查质量
6、发货和交货

标准白色树脂
SLA 标准白色树脂是一种设计用于 SLA 3D 打印机的 3D 打印材料。它的主要和简单的特征是它的颜色——它是白色的。这种树脂的特点是能够生产具有光滑、均匀白色表面光洁度的高分辨率 3D 打印件。其中性白色提供了一块空白画布,可以轻松绘制或完成以获得特定的颜色或外观,使其适用于各种应用,包括原型制作、建模和艺术创作。
特点:
技术 SLA
材质 标准树脂
原色 白色
热变形 40-50°C
硬度 84D (ASTM D 2240)
表面情况 轻微层纹和划痕
打印平台尺寸 600*600*400mm, 800*800*550mm, 1400*700* 500mm
弯曲模量 2600-2700 Mpa (ASTM D 790)
弯曲强度 72-78 Mpa (ASTM D 790)
拉伸模量 2200-2500 MPa (ASTM D 638)
拉伸强度 75-85 MPa (ASTM D 638)
断裂伸长率 11- 16 % (ASTM D 638)
缺口悬臂梁冲击强度 55-70 j/m (ASTM D 256)
公差 产品局部精度在0.2-0.3mm~3.5 ‰之间,而整体精度难以控制
后加工组装,镶嵌铜螺母,物理抛光,喷漆,电镀,丝印,水转印,涂层
壁厚要求0.8mm以上,大零件根据3D图纸
SLA标准树脂的优点是:
1,光洁度:SLA白色树脂生产的零件具有光滑的表面光洁度,只需最少的后处理即可获得吸引人的外观。
2、高细节:允许进行复杂和详细的设计,非常适合需要精确和精细功能的项目。
3、多功能后处理:易于涂漆、染色或涂层进行定制,为实现所需的美观提供了灵活性。
4、设计验证:由于能够准确展示复杂的设计,因此非常适合原型制作和设计验证。
5、快速光聚合:打印过程中快速固化,保证零件高效及时生产。
SLA标准树脂的缺点是:
1、脆性:标准SLA树脂相对较脆,不太适合要求高抗冲击性的零件。
2、有限的耐用性:可能无法承受长时间暴露在户外或恶劣环境中,影响长期耐用性。
3、材料特性:标准SLA树脂的特性可能有所不同,并且可能缺乏某些应用所需的特定特性。
4、紫外线敏感性:SLA 树脂对紫外线敏感,当暴露在阳光下时,随着时间的推移,可能会导致降解或颜色变化。
5、后固化要求:打印后通常需要额外的固化步骤以达到最佳的材料性能,增加了打印过程的时间和精力。

标准黑色树脂
SLA 标准黑色树脂是一种设计用于 SLA 3D 打印机的 3D 打印材料。它的简单特征就是它的颜色——黑色。这种树脂的特点是能够生产具有光滑、均匀黑色表面光洁度的高分辨率 3D 打印件。其黑色提供了极具吸引力和视觉吸引力的外观,使其适合需要深色或黑色饰面的应用,例如功能原型、消费产品和创意项目。
特性
技术 SLA
材料 标准树脂
原色 黑色
热变形 40-50°C
硬度 83-84D (ASTM D2240)
表面情况 轻微层纹和划痕
打印平台尺寸 600*600*400mm 弯曲
模量 1700-2100 Mpa (ASTM D790)
弯曲强度 62-75 Mpa (ASTM D790)
拉伸模量 2200-2300 MPa (ASTM D638)
拉伸强度 45-50MPa (ASTM D638)
断裂伸长率 17-24% (ASTM D638)
缺口冲击强度 35-48 j/m ( ASTM D256)
公差 产品局部精度在0.2-0.3mm~3.5‰之间,整体精度较难控制
后加工组装、镶铜螺母、物理抛光、喷漆、电镀、丝印、水转印、涂
墙厚度要求0.8mm以上,大型零件根据3D图纸
SLA标准树脂的优点是:
1、光滑表面:SLA黑色树脂生产的零件具有光滑的表面光洁度,需要最少的后处理即可获得美观的外观。
2、高细节:允许进行复杂和详细的设计,非常适合需要精确和精细功能的项目。
3、多功能后处理:易于涂漆、染色或涂层进行定制,为实现所需的美观提供了灵活性。
4、设计验证:由于能够准确展示复杂的设计,因此非常适合原型制作和设计验证。
5、快速光聚合:打印过程中快速固化,保证零件高效及时生产。
SLA标准树脂的缺点是:
1、脆性:标准SLA树脂相对较脆,不太适合要求高抗冲击性的零件。
2、有限的耐用性:可能无法承受长时间暴露在户外或恶劣环境中,影响长期耐用性。
3、材料特性:标准SLA树脂的特性可能有所不同,并且可能缺乏某些应用所需的特定特性。
4、紫外线敏感性:SLA 树脂对紫外线敏感,当暴露在阳光下时,随着时间的推移,可能会导致降解或颜色变化。
5、后固化要求:打印后通常需要额外的固化步骤以达到最佳的材料性能,增加了打印过程的时间和精力。

坚韧树脂
SLA 坚韧树脂是一种设计用于 SLA 3D 打印机的 3D 打印材料。它的简单特点是增强了机械性能,主要是韧性。以下是 SLA 坚韧树脂的主要特性的简要说明:
增强的机械强度:SLA 坚韧树脂的配方可改善机械性能,特别是在韧性和抗冲击性方面。这意味着用这种树脂制成的 3D 打印件在受到机械应力或冲击时不太可能破裂或破碎,从而适合制作功能性和承载部件。
从本质上讲,SLA 坚韧树脂的主要特点是能够生产具有更好耐用性和抗机械力的 3D 打印件,使其成为强度和韧性至关重要的应用的首选。
特点:
技术 SLA
材质 坚韧树脂
原色 绿色
热变形 40-50°C
硬度 86D (ASTM D2241)
表面情况 轻微层纹和划痕
打印平台尺寸 800*800*550mm, 600*600*400mm
弯曲模量 2100-2400 Mpa (ASTM D790)
弯曲强度 88-93 Mpa (ASTM D790)
拉伸模量 2100-2300 MPa (ASTM D638)
拉伸强度 38-56MPa (ASTM D638)
断裂伸长率 16% (ASTM D638)
缺口冲击强度 25-30 j /m (ASTM D256)
公差 产品局部精度在0.2-0.3mm~3.5‰之间,整体精度较难控制
后加工组装、镶嵌铜螺母、物理抛光、喷漆、电镀、丝印、水转印,涂层
壁厚要求0.8毫米以上,根据3D图纸的大型零件
SLA韧树脂的优点是:
1.增强耐用性:SLA韧树脂提供改进的强度和韧性,使其成为需要抗冲击和耐磨的功能零件的理想选择。
2.高抗冲击性:这种树脂变体可以承受更大的冲击力而不破裂或变形,使其适合要求苛刻的应用。
3. 用途广泛:由于其耐用性,SLA 坚韧树脂用途广泛,可用于各个行业,包括工程、汽车和消费品。
4.功能原型制作:非常适合制作需要承受压力和机械力的功能部件的原型,为测试和验证提供准确的表示。
5.光滑的表面光洁度:尽管其耐用性增强,但它仍保持相对光滑的表面光洁度,只需最少的后处理即可获得抛光外观。
6.材料稳定性:SLA 坚韧树脂随着时间的推移保持其性能和结构完整性,确保打印部件的使用寿命和可靠性。
SLA 韧树脂的缺点是:
1.材料成本:与标准树脂选项相比,SLA 韧树脂往往更昂贵,影响 3D 打印零件的总体成本。
2.后固化要求:与其他SLA树脂类似,韧性树脂在打印后通常需要额外的固化步骤,增加了打印过程中所需的时间和精力。
3.有限的颜色选择:根据坚韧树脂的品牌和类型,与标准树脂相比,颜色选择可能更加有限,从而可能限制最终产品的美观选择。
4.并非完全坚不可摧:虽然它提供了增强的耐用性,但值得注意的是,SLA 坚韧树脂并非坚不可摧,在极端压力或恶劣条件下仍然可能会受到损坏。

高温树脂
温度树脂的简单特征是其灰色,并且其配方具有增强的耐热性。
具有高耐热性的灰色:SLA灰色高温树脂呈灰色,其特点是能够承受高温而不变形或失去结构完整性。这种材料非常适合创建灰色表面的 3D 打印件,同时确保它们能够承受高温而不会损坏。
总之,SLA 灰色高温树脂的主要特征是其灰色,即使暴露在高温下也能保持其物理性能和结构完整性,使其适用于耐热性和灰色外观至关重要的应用。
特性:
技术 SLA
材料 耐热树脂
原色 灰色
热变形 80-90°C
硬度 85D (ASTM D2240)
表面情况 轻微层纹和划痕
打印平台尺寸 600*600*400mm
弯曲模量 2900-3220 Mpa (ASTM D790)
弯曲强度 64-69 Mpa (ASTM D790)
拉伸模量 1900-2090 MPa (ASTM D638)
拉伸强度 40-44 MPa (ASTM D638)
断裂伸长率 13-20% (ASTM D638)
缺口冲击强度 34.4 j/m (ASTM) D256)
公差 产品局部精度在0.2-0.3mm~3.5‰之间,整体精度较难控制
后制程组装、镶嵌铜螺母、物理抛光、喷漆、电镀、丝印、水转印、涂层
壁厚要求0.8mm以上,根据3D图纸制作大型零件
SLA耐热树脂的优点是:
1.高耐热性:耐热树脂可以承受高温而不变形,适合高温环境下的应用。
2.功能原型:非常适合创建暴露于高温或需要良好热稳定性的零件的功能原型。
3.应用广泛:广泛应用于汽车、航空航天、工程等部件在运行过程中可能遇到高温条件的行业。
4.机械完整性:即使在长时间受热的情况下也能保持其结构和机械性能,确保在苛刻条件下的耐用性和性能。
5.多功能性:提供SLA技术的多功能性,同时满足耐热需求,允许3D打印复杂、耐热的设计和组件。
SLA耐热树脂的缺点是:
1.耐热阈值有限:尽管树脂具有耐热性,但可能存在最高温度阈值,超过该温度阈值可能会开始失去耐热性能或变形。
2.潜在脆性:与标准树脂相比,耐热树脂可能更脆,从而影响其在高温下吸收机械应力或冲击的能力。
3.需要后固化:要实现最佳耐热性通常需要后固化步骤,从而增加了总体生产时间和复杂性。
4.成本:与标准树脂相比,耐热树脂通常更昂贵,影响了3D打印耐热组件的总体成本。
半透明树脂
简单的特点是它的半透明性,这意味着它可以在一定程度上允许光线通过,从而产生半透明或透明的外观。
半透明外观:SLA 半透明树脂的特点是能够创建具有半透明或半透明外观的 3D 打印件。这种材料允许光线穿过,从而产生视觉效果,用它打印的物体可能部分透明或表现出漫射光传输质量。
从本质上讲,SLA 半透明树脂的主要特点是能够生产具有半透明或半透明表面的 3D 打印件,这种打印件通常用于产品设计、照明和艺术等应用中的各种美学和功能目的。
特性:
技术 SLA
材料 半透明树脂
原色 半透明
热变形 40-50°C
硬度 86D (ASTM D2240)
表面情况 轻微层纹和划痕
打印平台尺寸 600*600*400mm、450*450*350mm
弯曲模量 2100-2400 Mpa (ASTM D790)
弯曲强度 85-90 Mpa (ASTM D790)
拉伸模量 2100-2300 MPa (ASTM D638)
拉伸强度 38-56MPa (ASTM D638)
断裂伸长率 12% (ASTM D638)
缺口冲击强度 25-30 j /m (ASTM D256)
公差 产品局部精度在0.2-0.3mm~3.5‰之间,整体精度较难控制
后加工组装、虫铜螺母、物理抛光、喷漆、电镀、丝印、水转印,涂层
壁厚要求0.8mm以上,大型零件根据3D图纸
SLA半透明树脂的优点是:
1.透光性:半透明树脂允许光线透过,非常适合需要光扩散或柔和发光效果的应用。
2.美观:提供具有视觉吸引力的半透明外观,适合创建具有视觉吸引力的原型、设计或艺术作品。
3.多功能设计选项:能够创建具有不同半透明度级别的零件,允许根据所需的透光量和不透明度进行定制。
4.照明原型设计:非常适合对照明组件、灯具或需要控制光漫射的设计进行原型设计。
5.耐用且功能齐全:在实现半透明的同时,树脂仍保持一定的强度和耐用性,使其适合美观和功能用途。
SLA半透明树脂的缺点是:
1.强度有限:与不透明树脂相比,半透明树脂的机械强度可能较低,使其不太适合需要高耐用性或承载能力的零件。
2.打印层可见性:由于其半透明的特性,3D打印过程中的层线可能更加明显,影响整体表面光洁度和美观。
3.潜在黄变:随着时间的推移或暴露在紫外线下,半透明树脂可能会变黄或外观发生变化,影响其原有的清晰度和半透明度。
4.后处理挑战:实现一致且理想的半透明度水平可能需要额外的后处理步骤,这可能非常耗时并且增加了精加工过程的复杂性。
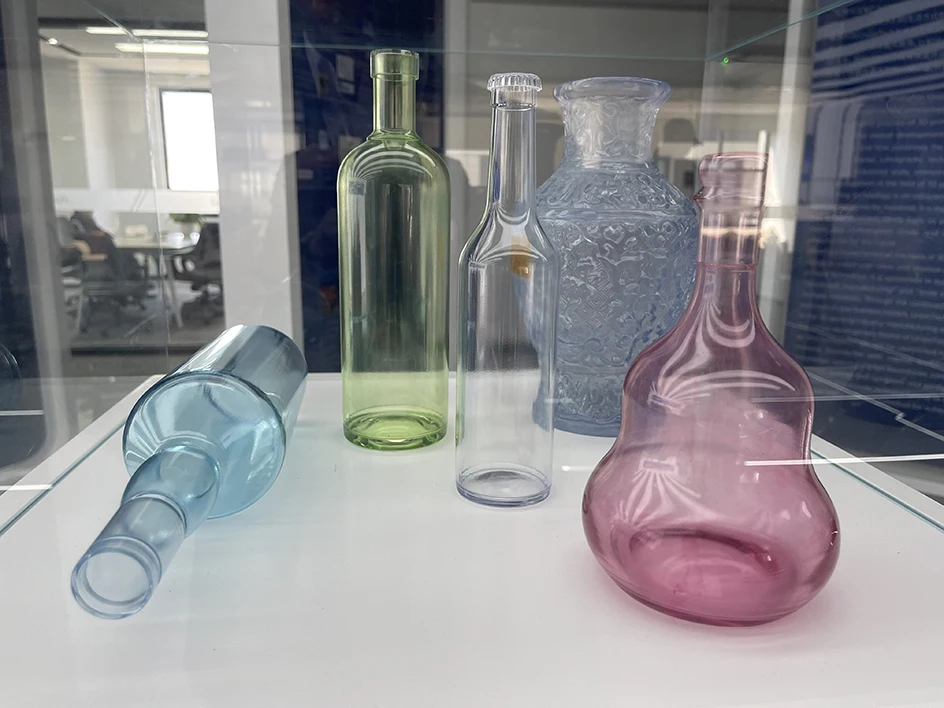
透明树脂
透明树脂的简单特征是其透明度,这意味着它能够生产具有清晰透明外观的 3D 打印件。透明度:SLA 透明树脂的特点是能够创建高度透明的 3D 打印件,从而产生清晰透明的外观。这种透明度允许光线穿过印刷物体,创造出视觉上吸引人的效果。
从本质上讲,SLA 透明树脂的主要特点是能够生产透明的 3D 打印件,使其适合需要清晰度和透视特性的应用,例如光学组件、镜头或显示器原型。
特点:
技术 SLA
材质 透明树脂
原色 Walter Clear
热变形 40-50°C
硬度 86D (ASTM D2240)
表面状况 光滑
打印平台尺寸 600*600*400mm, 450*450*350mm
弯曲模量 2100-2400 Mpa (ASTM D790) )
弯曲强度 85-90 Mpa (ASTM D790)
拉伸模量 2100-2300 MPa (ASTM D638)
拉伸强度 38-56MPa (ASTM D638)
断裂伸长率 12% (ASTM D638)
缺口冲击强度 25-30 j/m ( ASTM D256)
公差 产品局部精度在0.2-0.3mm~3.5‰之间,整体精度较难控制
后处理 镶嵌铜螺母、组装、喷漆、电镀、丝印、水转印、激光雕刻、涂层
墙面厚度要求0.8mm以上,根据3D图纸制作大型零件
SLA透明树脂的优点是:
1.高清晰度:SLA透明树脂提供卓越的透明度,允许零件具有玻璃般的外观,非常适合需要光学透明度的应用。
2.详细可视化:这使得零件内部特征和结构能够清晰、详细地可视化,使其适用于原型、镜头和导光组件。
3.光滑的表面光洁度:通常会在打印机刚出厂时就产生光滑的表面光洁度,最大限度地减少对抛光外观进行大量后处理的需要。
4.透光性:优异的透光性能,使其适用于需要光线有效穿过部件的光学和照明应用。
5.视觉原型制作:非常适合制作透明或半透明产品的原型,使设计师和工程师能够准确地可视化和测试设计。
SLA透明树脂的缺点是:
1.脆性:与其他材料相比,透明树脂更脆,限制了其在需要高抗冲击性或耐久性的应用中的使用。
2.随着时间的推移泛黄:随着时间的推移,透明树脂可能会泛黄或变色,尤其是暴露在紫外线下时,影响其初始清晰度和透明度。
3.后处理挑战:实现最佳清晰度并去除任何可见的层线可能需要额外的后处理步骤,从而增加精加工过程的时间和精力。
4.材料成本:与标准不透明树脂相比,SLA 透明树脂通常更昂贵,影响 3D 打印零件的总体成本。

SLS尼龙
SLS尼龙是指在SLS工艺中使用尼龙这种热塑性材料作为粉末材料。
尼龙因其理想的特性(包括强度、柔韧性和耐用性)而成为 SLS 3D 打印的热门选择。SLS 尼龙通常用于生产具有复杂几何形状的功能原型、最终用途零件和组件。SLS 工艺无需支撑结构即可创建复杂而细致的物体,因为周围的粉末在打印过程中充当临时支撑。
SLS 尼龙 3D 打印广泛应用于需要坚固且高性能塑料零件的各种行业,包括航空航天、汽车、医疗保健和消费品。
特点:
技术 SLS
材料 尼龙
原色 白色/染黑色
热变形 100-120 °C
硬度 75D
表面情况 粗糙颗粒
打印平台尺寸 700*600*400mm, 600*360*360mm
弯曲模量 1400 Mpa (ISO 178)
弯曲强度 48 -53 Mpa (ISO 178)
拉伸模量 1600 MPa (ISO 527)
拉伸强度 45-50 MPa (ISO 527)
断裂伸长率 18% (ISO 527)
缺口冲击强度 35-40 j/m (ISO 179)
公差产品局部精度在0.2-0.3mm~3.5‰之间,整体精度较难控制
后加工装配、镶铜螺母、丝锥、物理抛光、蒸汽平滑、喷漆、电镀、丝印、水转印、涂装
1 毫米以上,根据 3D 图纸制作大型零件
SLS 尼龙的优点是:
1. 优异的机械性能:SLS 尼龙具有高拉伸强度、耐用性和抗冲击性,使其适用于需要机械性能的功能原型和最终用途零件正直。
2.多功能材料:它是一种跨行业使用的多功能材料,因为它能够模拟多种工程塑料,使其适用于多种应用。
3.良好的耐化学性:SLS尼龙具有良好的耐化学品、耐油和耐油脂性能,增强了其对暴露于各种工业环境的部件的适用性。
4.耐热性:该材料可以承受中等温度,适合需要耐热性的应用。
5. 重量轻:SLS 尼龙重量轻但坚固,非常适合注重减轻重量而不影响强度的应用。
6.易于后处理:SLS 尼龙零件易于后处理,可以进行平滑、染色、喷漆或涂层,以达到所需的光洁度和外观。
7.粉末可重复使用性:SLS工艺中未使用的粉末可以回收并在后续打印中重复使用,减少材料浪费和成本。
8.复杂的几何形状:SLS技术可以创建复杂的几何形状,而无需支撑结构,提供设计灵活性并减少后处理工作。
SLS Nylon 的缺点是:
1. 表面粗糙度:与其他 3D 打印技术相比,SLS Nylon 零件的表面粗糙度较高,需要时需要进行额外的后处理以获得更光滑的表面。
2.吸湿性:尼龙具有吸湿性,这意味着它很容易吸收环境中的水分,这会影响其性能和尺寸精度。正确的储存和处理至关重要。
3.有限的颜色选择:与其他一些 3D 打印材料相比,SLS 尼龙的颜色选择可能有限,这可能会限制设计选项。
4.材料成本:与其他3D打印材料相比,SLS尼龙可能相对昂贵,影响打印部件的总体成本。
5.加工温度高:SLS在打印过程中需要较高的工作温度,这使得它消耗大量能源,并且需要专门的设备。

玻纤尼龙
玻璃纤维SLS尼龙是一种将尼龙与玻璃纤维相结合的特殊类型3D打印材料。它的简单特征在于其成分,其中同时包含尼龙和玻璃纤维。下面简单介绍一下玻璃纤维 SLS 尼龙的主要特性:
含有玻璃纤维的尼龙:玻璃纤维 SLS 尼龙是一种将尼龙与玻璃纤维混合而成的 3D 打印材料。这种组合赋予材料额外的强度和刚度,使其成为需要提高机械性能的应用的理想选择。
从本质上讲,玻璃纤维 SLS 尼龙的主要特征在于其成分,其中包括用玻璃纤维增强尼龙,从而形成一种具有增强机械性能的材料。这使其适合广泛的工业和工程应用。
特点:
技术 SLS
材料 30% 玻璃纤维 + 尼龙
原色 白色/染黑色
热变形 120-150°C
硬度 75D
表面情况 粗糙颗粒
打印平台尺寸 600*360*360mm
弯曲模量 2600 Mpa (ISO 178)
弯曲强度 68-70 Mpa (ISO 178)
拉伸模量 3000 MPa (ISO 527)
拉伸强度 45-50 MPa (ISO 527)
断裂伸长率 8 % (ISO 527)
缺口冲击强度 35-40 j/m (ISO 179)
公差 局部精度产品精度在0.2-0.3mm~3.5‰之间,整体精度较难控制
后加工装配、镶嵌铜螺母、丝锥螺纹、物理抛光、蒸汽平滑、喷漆、电镀、丝印、水转印、涂层
壁厚要求1毫米以上,根据3D图纸的大型零件
SLS玻璃填充尼龙的优点是:
1.增强强度和刚度:玻璃填充尼龙将尼龙的强度和刚度与玻璃纤维的增强性能结合在一起,从而产生了材料具有改进的机械性能,使其适合结构要求较高的应用。
2.优异的抗冲击性:玻璃纤维的添加增强了尼龙的抗冲击性,提供耐用性和韧性,以承受各种力和突然的冲击。
3.轻质:尽管玻璃填充尼龙强度增强,但仍保持轻质,使其成为注重减轻重量而又不影响机械性能的应用的绝佳选择。
4.耐化学性:玻璃填充尼龙耐各种化学品、油和溶剂,允许在需要接触不同物质的环境中使用。
5.尺寸稳定性:玻璃纤维的添加有助于减少尼龙在高温或负载下翘曲或变形的倾向,确保随着时间的推移具有更好的尺寸稳定性。
6.良好的耐热性:与标准尼龙相比,玻璃填充尼龙具有更高的耐热性,可用于预期暴露于高温的应用中。
7.低热膨胀:玻璃纤维的添加减少了热膨胀,在不同的温度条件下提供更可预测和稳定的尺寸。
8.减少磨损:玻璃纤维增强了材料的耐磨性,延长了其使用寿命,使其适用于受到摩擦和磨损的应用。
SLS 玻璃填充尼龙的缺点是:
1. 成本:由于将玻璃纤维纳入材料中的成本,与标准尼龙或其他 3D 打印材料相比,玻璃填充尼龙可能更昂贵。
2.表面光洁度:与非填充尼龙相比,SLS 玻璃填充尼龙的表面光洁度可能更粗糙,如果需要,需要进行额外的后处理以获得更光滑的表面。
3.加工过程中增加摩擦:玻璃纤维的存在会增加打印过程中的摩擦,可能影响打印质量并需要修改打印参数。
4.材料敏感性:玻璃填充尼龙对加工条件的变化更加敏感,例如温度和湿度,这会影响打印质量和机械性能。

SLS热塑性聚氨酯
SLS TPU 是一种使用选择性激光烧结 (SLS) 技术制造的 3D 打印材料。
SLS TPU是一种由热塑性聚氨酯制成的柔韧弹性3D打印材料。它以其卓越的柔韧性、耐用性和耐磨性而闻名。SLS 技术使用激光将细小的 TPU 粉末融合成固体层,使其适合制造复杂且灵活的零件。SLS TPU 通常用于生产垫圈、密封件、柔软触感握把、鞋底以及需要柔韧性和强度相结合的其他应用等物品。
特性
技术 SLS
材料 TPU
原色 白色
热变形 80-120°C (ISO 11357)
硬度 85-90A (ISO 11357)
表面情况 粗糙颗粒
打印平台尺寸 198*108*200mm
弯曲模量 70-85 Mpa(DIN EN ISO 178) )
弯曲强度 6.2 Mpa(DIN EN ISO 178)
拉伸模量 60-80 MPa (ISO 527)
拉伸强度 18 MPa (ISO 527)
断裂伸长率 150-280 % (DIN 53504)
公差 产品局部精度在 0.2 之间-0.3mm~3.5‰,而整体精度难以控制
后处理丝印
壁厚要求1毫米以上,根据3D图纸制作大零件
SLS TPU的优点是:
1.柔韧性和弹性:TPU以其柔韧性而闻名,弹性和类似橡胶的特性,允许创建可以弯曲、拉伸和恢复原始形状的零件,使其成为需要耐用性和弹性的应用的理想选择。
2.高抗冲击性:TPU表现出优异的抗冲击性,使其适合生产需要承受机械应力和突然冲击的零件。
3.耐化学性:TPU对各种化学品、油类和溶剂具有良好的耐性,增强了其在不同环境下的耐用性。
4.良好的耐温性:TPU可以承受较宽的温度范围,使其适用于预期暴露于不同温度条件的应用。
5.轻质:TPU是一种轻质材料,在重量是关键因素的应用中具有减轻重量的优势。
6.用途广泛:由于其灵活性和耐用性,SLS TPU用途广泛,可应用于鞋类、汽车零部件、体育用品、医疗器械等领域。
7.复杂的几何形状:SLS技术允许用TPU创建复杂的几何形状,使其适合生产具有详细设计的零件。
SLS TPU的缺点是:
1.强度有限:TPU虽然具有柔韧性和弹性,但与其他一些3D打印材料相比,其机械强度可能较低,使其不太适合用于需要高结构完整性的零件。
2.表面光洁度:与注塑成型的 TPU 相比,SLS 打印的 TPU 部件的表面光洁度可能稍显粗糙或有颗粒状,影响整体美观品质。
3.材料成本:与其他3D打印材料相比,TPU可能相对更昂贵,影响3D打印零件的总体成本。
4.层粘合问题:在 SLS TPU 部件中实现牢固的层间粘合可能具有挑战性,会影响打印物体的整体强度和耐用性。

MJF尼龙PA12
MJF 的工作原理是使用一系列喷墨打印头有选择地将助焊剂和精炼剂施加到粉末材料(通常是尼龙)床上。然后使用红外能量逐层熔合材料。MJF 以其高打印速度而闻名,使其适合快速原型设计和生产应用。MJF 中的喷墨打印头可准确沉积助焊剂和细节剂,从而实现准确而细致的打印。尼龙 PA12 为零件提供所需的机械性能,如强度、韧性和柔韧性。它适用于生产各行业的功能原型和最终用途零件,包括汽车、航空航天、消费品等。
特点:
技术 MJF
材料 尼龙 PA12
原色 灰色/漆黑色
热变形 95-120 °C (ASTM D648)
硬度 75-85D
表面情况 粗糙颗粒
打印平台尺寸 380*380*280mm
弯曲模量 1800-2400 Mpa (ASTM D790)
弯曲强度 75-85 Mpa (ASTM D790)
拉伸模量 1700-2200 MPa (ASTM D648)
拉伸强度 45-50 MPa (ASTM D648)
断裂伸长率 15-20 % (ASTM D648)
公差 产品的局部精度在0.2-0.3mm~3.5‰,而整体精度较难控制
后制程组装、镶嵌铜螺母、丝锥螺纹、物理抛光、蒸汽平滑、喷漆、电镀、丝印、水转印、涂层
壁厚要求1mm
以上MJF尼龙PA12的优点是:
1.高强度和耐用性:MJF尼龙PA12具有优异的机械性能,包括高拉伸强度和耐用性,使其适用于功能和结构部件。
2.轻质:它是一种轻质材料,非常适合在不影响强度和性能的情况下减轻重量的应用。
3.精确细致的打印:MJF技术可以实现精确细致的3D打印,生产出具有光滑表面光洁度和精细特征的复杂零件。
4.快速打印速度:与其他3D打印技术相比,MJF以其相对较快的打印速度而闻名,能够快速生产零件。
5.优异的耐化学性:尼龙PA12具有良好的耐化学品、耐油性和耐溶剂性,增强了其对广泛工业应用的适用性。
6.成本效益:MJF尼龙PA12在材料成本和性能之间提供了良好的平衡,为各种原型制作和生产需求提供了具有成本效益的解决方案。
7.减少翘曲和收缩:MJF Nylon PA12 在打印过程中具有最小的翘曲和收缩,从而产生精确且尺寸稳定的零件。
MJF Nylon PA12的缺点是:
1.材料选择有限:MJF技术主要使用Nylon PA12,与其他3D打印技术相比,可用材料的种类有限。
2.分层外观:与其他一些 3D 打印方法相比,MJF 打印的零件可能会呈现出轻微的分层或颗粒状外观,影响美观质量。
3.材料成本:虽然尼龙PA12在成本和性能之间提供了良好的平衡,但与某些其他3D打印材料相比,MJF尼龙PA12的总体成本仍然较高。
4.后处理挑战:实现光滑的表面光洁度可能需要额外的后处理步骤,这会增加生产过程的时间和精力。
5.热敏感性:尼龙 PA12 在后处理或储存过程中对热敏感,如果暴露在高温下,可能会影响零件的性能
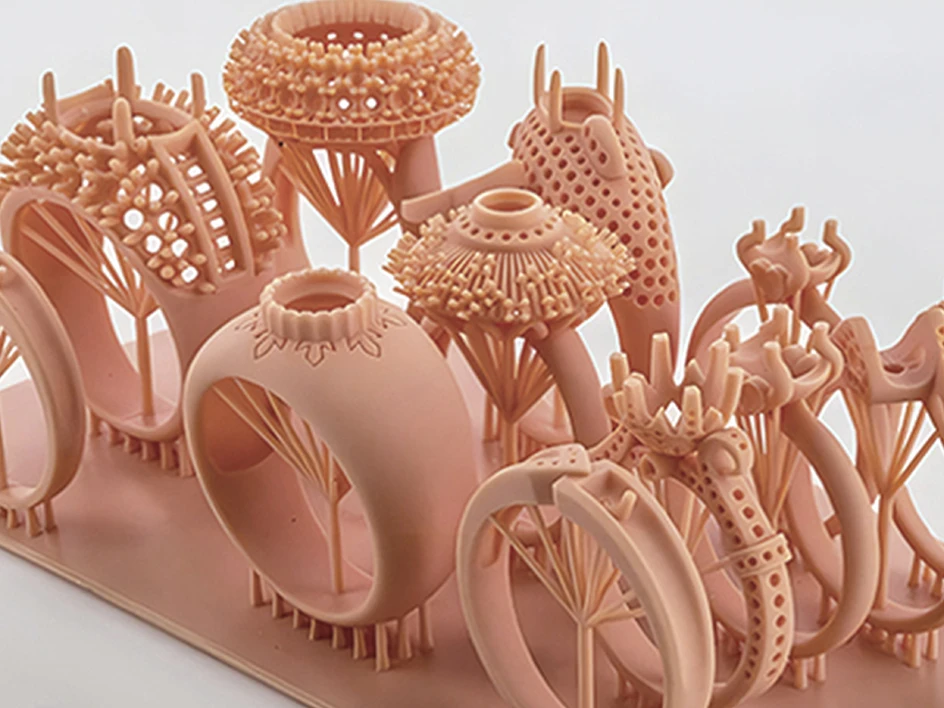
DLP 红蜡
DLP 红蜡 3D 打印是一种利用数字光投影仪选择性固化红色蜡状光聚合物树脂层的 3D 打印工艺。树脂以逐层的方式暴露在紫外线下,使其固化以形成三维物体。“红蜡”外观是指光聚合物树脂的颜色,它模仿珠宝铸造和建模中使用的传统蜡的外观。
这项技术通常用于珠宝设计和制造,因为它可以为铸造珠宝作品创建复杂且高度详细的蜡模。红色有助于可视化最终的蜡模型,通常选择红色是因为它与珠宝行业使用的白色或透明铸造材料形成鲜明对比。DLP 红蜡 3D 打印因其精度和高效生产复杂精致珠宝设计的能力而受到重视。
特性
技术 DLP
材质 红蜡
原色 黄红
热变形 52-70°C
硬度 70D
表面状况 光滑
打印平台尺寸 198*108*200mm
弯曲模量 442 Mpa
弯曲强度 12.6 Mpa
断裂伸长率 10-13% 缺口冲击
强度 悬臂梁冲击强度 15.6 j/m
公差 产品局部精度在0.1-0.15mm~2‰之间,整体精度较难控制
后处理 物理抛光、喷漆、电镀、丝印、水转印、涂层
壁厚要求0.5mm
以上DLP 红蜡的优点是:
1. 逼真的外观:DLP 红蜡复制了蜡的视觉特征,使其成为需要传统蜡美感的珠宝、人物设计和铸造应用的理想选择。
2.光滑的表面光洁度:红蜡可以生产出具有光滑表面光洁度的复杂细致的零件,准确地实现精细的细节和复杂的几何形状。
3.易于铸造:红蜡专为熔模铸造工艺而设计,可实现精确、高质量的铸造,烧毁后残留物和灰烬极少。
4.高精度:DLP技术可实现高精度和准确度,确保蜡模型与预期设计紧密匹配,这对于珠宝和牙科应用至关重要。
5.无需雕刻:与传统蜡雕不同,DLP红蜡无需手工雕刻,在设计和生产过程中节省了时间和精力。
6.经济高效:DLP 红蜡是一种经济高效的解决方案,可为熔模铸造创建复杂的蜡模,特别是对于小规模生产或定制珠宝设计。
7.一致性和可重复性:DLP 技术可实现一致且可重复的结果,确保多个蜡模型的质量和准确性一致。
DLP红蜡的缺点是:
1.材料限制:DLP红蜡是专门针对某些应用的,主要是珠宝、电子元件、人物等细节要求较高的零件。
2.脆性:红蜡相对较脆,在搬运或运输过程中容易破裂或损坏,需要小心搬运。
3.对热敏感:红蜡在高温下可能会软化或变形,限制其在涉及热或阳光直射的应用中的使用。
4.有限的颜色选择:顾名思义,红蜡通常提供特定的颜色,可能并不适合所有设计或艺术偏好。
5.材料成本:与标准打印材料相比,DLP红蜡可能更昂贵,影响使用该材料的3D打印项目的总体成本。

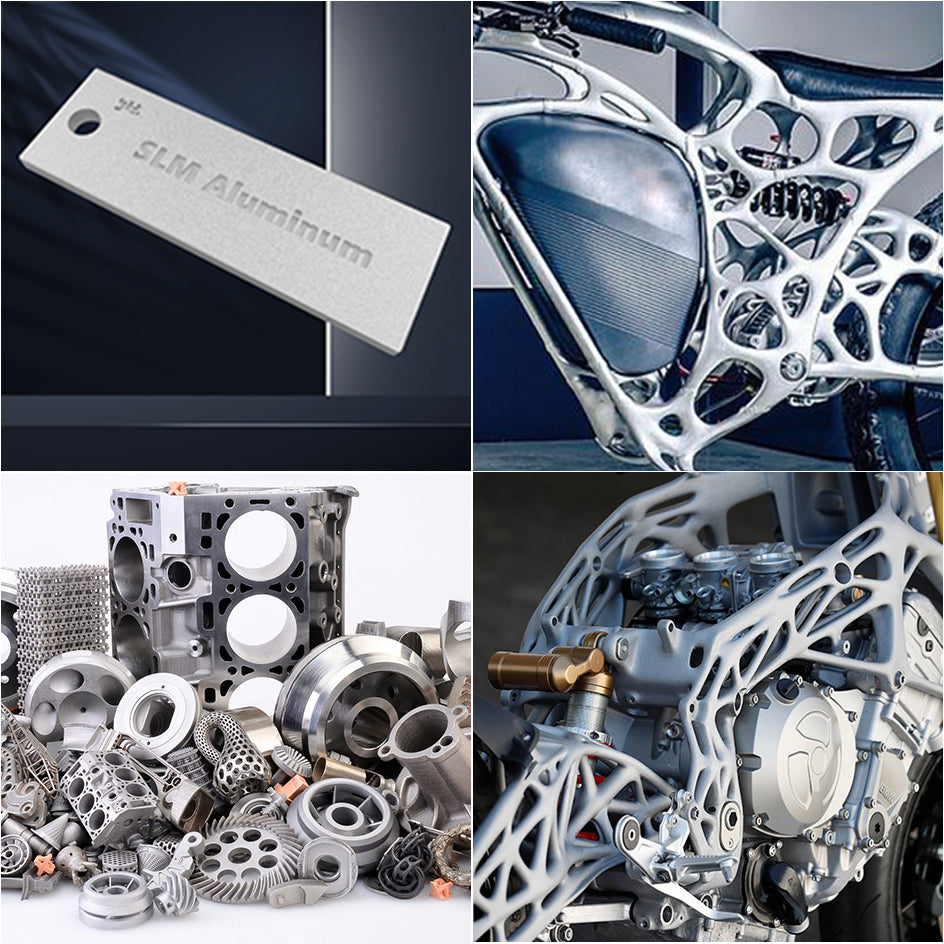
SLM铝
SLM 铝材以其优异的强度、轻质特性和良好的耐腐蚀性能而闻名。SLM 工艺涉及使用高功率激光选择性地熔化和融合铝金属粉末层,逐层构建 3D 物体。
这种材料通常用于航空航天、汽车和工程应用,用于生产轻质且坚固的部件,例如支架、散热器、外壳和原型。它具有高精度和创建复杂几何形状的能力,而使用传统方法制造这些几何形状是具有挑战性的。SLM铝材因其机械性能、耐用性和适合苛刻的工程应用而受到重视
特性
技术 SLM
材料铝材
原色 灰色
热变形 150-180 °C
硬度 110-120 HBW
表面状况 粗糙颗粒
打印平台尺寸 400*300*400mm
模块弹性系数 60-75 Gpa
屈服强度 170-220 Mpa
拉伸强度 300-400 MPa
断裂伸长率 6-12%
公差 产品局部精度在 0.2-0.3mm~3.5 ‰ 之间,整体精度较难
控制工艺 物理抛光、数控加工、热处理、喷漆、包螺纹、电镀、丝印、涂层
壁厚要求 1 毫米以上
SLM 铝的优点是:
1.高强度重量比:SLM 铝 AiSi10Mg 具有优异的强度和耐用性同时保持轻量,使其非常适合在不影响结构完整性的情况下减轻重量的应用。
2.复杂的几何形状:SLM技术可以精确地生产复杂的几何形状,从而能够为特定应用设计高度定制和优化的零件。
3.材料性能:该合金的成分提供了良好的机械性能,包括高拉伸强度、韧性和耐磨性,增强了其在要求苛刻的工程应用中的可用性。
4.增强导热性:铝以其优异的导热性而闻名,SLM AiSi10Mg继承了这一特性,使其适用于承受热应力或需要高效散热的零件。
5.快速原型设计和生产:SLM提供快速原型设计和生产周期,从而加快产品开发速度并缩短交货时间,从而使其能够高效地进行原型设计和中小批量制造。
6.材料效率:SLM在打印过程中有效利用铝粉,最大限度地减少材料浪费,从长远来看有助于提高成本效益。
SLM铝的缺点是:
1.表面粗糙度:与传统加工方法相比,SLM打印的铝零件可能具有更粗糙的表面光洁度,需要额外的后处理以获得更光滑的表面。
2.各向异性特性:SLM生产的铝部件可以表现出各向异性的机械特性,这意味着由于逐层打印工艺,它们在不同方向上可能具有不同的强度和特性。
3.材料均匀性:在整个打印部件中实现均匀的材料特性可能具有挑战性,会影响其机械完整性和一致性。
4.残余应力:SLM工艺会在印刷铝部件内引入残余应力,影响其结构稳定性并可能导致翘曲或变形。

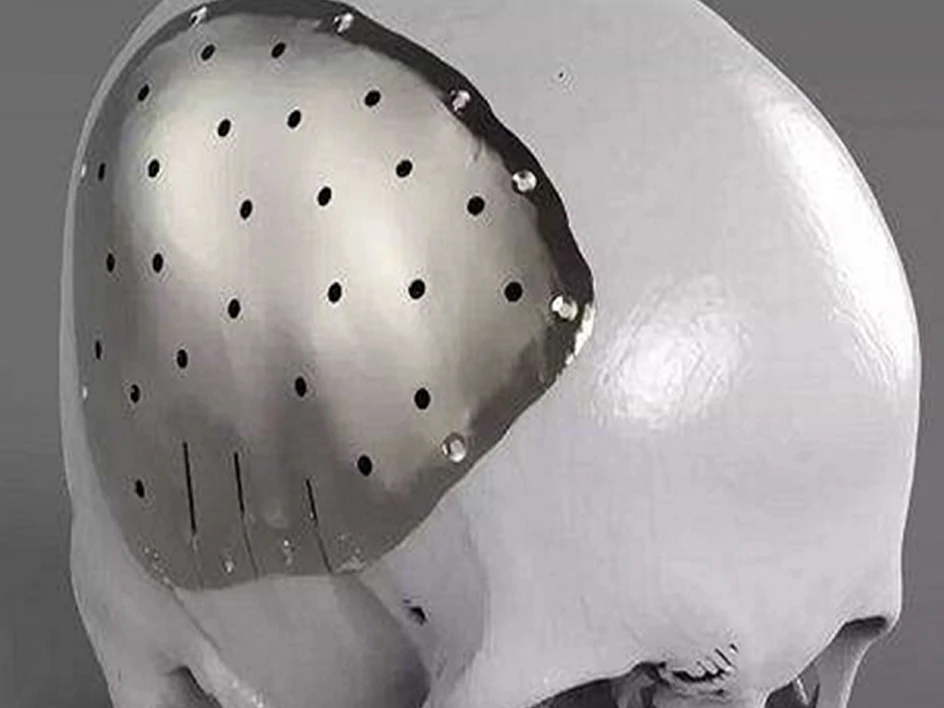
SLM不锈钢
SLM 不锈钢是一种主要由铁 (Fe)、铬 (Cr)、镍 (Ni) 和钼 (Mo) 组成的金属合金。它以其卓越的耐腐蚀性、强度和耐用性而闻名。SLM 工艺涉及使用高功率激光选择性地熔化和熔合不锈钢粉末层,逐层构建 3D 物体。
这种材料通常用于航空航天、医疗保健和工程等各个行业,用于生产坚固、耐腐蚀的部件,如托槽、牙种植体、定制手术器械和原型。SLM 不锈钢因其机械性能、生物相容性(某些牌号)以及耐腐蚀和耐高温应用的适用性而受到重视。
特性
技术 SLM
材质 不锈钢
原色 灰色
热变形 450-500 °C
硬度 25-30 HRC
表面状况 粗糙颗粒
打印平台尺寸 250*250*320mm
弹性模量 170-180 Gpa
屈服强度 350-400 Mpa
拉伸强度 580- 650 MPa
断裂伸长率 25-30 %
公差 产品局部精度在0.2-0.3mm~3.5 ‰之间,整体精度较难控制 后处理
物理抛光、CNC加工、热处理、喷漆、包带螺纹、电镀,丝印,涂层
壁厚要求1毫米以上
SLM不锈钢的优点是:
1.优异的耐腐蚀性:不锈钢在使用SLM加工时,保持其优异的耐腐蚀性,使其适合恶劣环境中的应用,包括海洋和化学工业。
2.高强度和耐用性:SLM生产的不锈钢具有很强的机械性能,使其经久耐用,能够承受高应力和负载条件,确保使用寿命和可靠性。
3.生物相容性:不锈钢由于其生物相容性而经常用于生物医学应用,使其适合外科植入物和其他医疗器械。
4.应用范围广泛:SLM不锈钢因其多功能特性和满足不同要求的能力而应用于各个行业,包括航空航天、汽车、医疗保健和制造。
5.复杂的几何形状:SLM可以生产复杂的几何形状,从而实现设计自由并创建优化的零件以提高性能。
6.减少材料浪费:SLM工艺具有材料效率高,通过每个零件仅使用必要量的不锈钢粉末来最大限度地减少浪费,使其成为一种经济高效且环保的选择。
SLM 不锈钢的缺点是:
1. 成本:与其他制造方法或较低等级的不锈钢合金相比,SLM 不锈钢相对昂贵,影响打印部件的总体成本。
2.表面光洁度:与传统加工的零件相比,SLM 生产的不锈钢零件可能具有更粗糙的表面光洁度,如果需要,需要进行额外的后处理以获得更光滑的表面。
3.各向异性特性:SLM会产生各向异性的机械特性,这意味着材料的特性可以在不同方向上变化,这对于需要在所有方向上均匀强度的应用来说可能是一个挑战。
4.打印孔隙率:SLM工艺有时会在打印部件中引入微观孔隙或空隙,可能影响材料的密度和机械性能。
SLM钛合金
SLM钛合金是一种以钛(Ti)为主要成分,并添加铝(Al)和钒(V)等其他元素以增强其机械性能的金属材料。它以其强度、轻质特性和生物相容性的出色结合而闻名。SLM 工艺涉及使用高功率激光选择性地熔化和融合钛合金粉末层,逐层构建 3D 物体。
这种材料通常用于航空航天、医疗和工程行业,用于生产轻质但坚固的部件,例如飞机零件、医疗植入物、定制假肢和汽车部件。SLM 钛合金因其机械性能、耐腐蚀性以及对强度和生物相容性平衡至关重要的应用的适用性而受到重视。
特性
技术 SLM
材质 钛合金
原色 灰色
热变形 150-200 °C
硬度 32-36 HRC
表面状况 粗糙颗粒
打印平台尺寸 400*300*400mm
弹性模量 110-120 Gpa
屈服强度 900-950 Mpa
拉伸强度 1000- 1050 MPa
断裂伸长率 6-12%
公差 产品局部精度在0.2-0.3mm~3.5‰之间,整体精度较难控制 后处理
物理抛光、CNC加工、热处理、喷漆、电镀、丝印、涂层
壁厚要求1毫米以上
SLM钛合金的优点简单来说就是:
1.高强度重量比:钛是一种钛合金,以其卓越的强度而闻名,同时相对较轻,非常适合以下应用:力量和重量都是关键因素。
2.优异的耐腐蚀性能:钛合金具有优异的耐腐蚀性能,适用于海洋、航空航天、化工等恶劣环境中的应用。
3.生物相容性:钛合金具有生物相容性,使其广泛应用于可与人体安全相互作用的医疗植入物和设备。
4.耐高温:钛可以承受高温,即使在高工作温度下也能保持其强度和结构完整性,使其适合暴露在高温下的应用。
5.优异的材料性能:钛具有良好的机械性能,包括高拉伸强度、疲劳强度和断裂韧性,可用于生产耐用且可靠的零件。
SLM钛合金的缺点是:
1.成本:由于钛的成本和加工所需的先进SLM技术,SLM钛合金与其他材料和制造工艺相比可能很昂贵。
2.材料敏感性:钛在打印过程中对氧气和氮气的暴露很敏感,这会影响材料的性能,因此打印环境的精确控制至关重要。
3.表面光洁度:与传统加工的零件相比,SLM 生产的钛零件可能具有更粗糙的表面光洁度,如果需要,需要进行额外的后处理以获得更光滑的表面。
4.高熔点:钛具有高熔点,在SLM过程中需要专门的高能激光源进行有效融合,这会增加总体能耗和运营成本。

FDM ABS
FDM ABS是指在FDM 3D打印过程中使用ABS材料。FDM 是一种流行的 3D 打印技术,其中热塑性长丝(例如 ABS)被熔化并逐层挤出以创建三维物体。
ABS 是一种常见的热塑性塑料,以其强度、耐用性、耐热性和耐冲击性而闻名。在 3D 打印中,ABS 通常用于创建功能原型、机械零件和最终用途产品。使用 ABS 的 FDM 工艺包括将灯丝加热至熔点,通过喷嘴挤出,然后逐层构建物体。ABS 因其多功能性而受到赞赏,使其适用于 3D 打印的广泛应用。
特性
技术 FDM
材料 ABS
原色 黑白
热变形 70-90°C (ASTM D648)
硬度 84D (ASTM D 2240)
表面情况 清晰层 线条和划痕
打印平台尺寸 1000*610*610 mm
弯曲模量 1.7-2 Gpa (ASTM D 790)
弯曲强度 50-60 Mpa (ASTM D 790)
拉伸模量 2-2.2 GPa (ASTM D 638)
拉伸强度 30-35 MPa (ASTM D 638)
断裂伸长率 1.8-5.9 % (ASTM D 638)
缺口悬臂梁冲击强度 30-70 j/m (ASTM D 256)
公差 产品局部精度在0.3-0.35mm~4‰之间,整体精度较难控制
后处理 镶嵌铜螺母、装配、物理抛光、喷漆、电镀、丝印、水转印、涂层
壁厚要求0.8mm以上,根据3D图纸制作大零件
优点:
强度和耐用性:ABS以其良好的强度、韧性和抗冲击性而闻名,适合功能性原型和最终使用零件。
多功能性:ABS因其均衡的性能而具有广泛的应用范围,使其适用于包括汽车、电子、消费品等各个行业。
易于打印:ABS相对容易使用FDM技术进行打印,层间附着力良好,使其成为3D打印的热门选择。
后处理:ABS 可接受后处理技术,如打磨、喷漆和丙酮蒸气平滑,可提高表面光洁度和美观度。
耐温性:ABS可以承受较宽的温度范围,使其适合暴露在不同环境条件下的应用。
耐化学性:ABS 对许多化学品表现出良好的耐性,使其适用于需要接触化学品的应用。
经济高效:ABS 长丝通常价格实惠且广泛使用,使其成为 3D 打印的经济高效选择。
缺点:
容易翘曲:ABS 容易翘曲,尤其是在冷却过程中,导致打印床粘附力和打印部件角部翘曲的潜在问题。
需要受控的打印环境:ABS 对打印过程中的温度波动很敏感。它通常需要加热的构建平台和封闭的打印室,以最大限度地减少翘曲并提高打印质量。
脆性:虽然 ABS 坚韧且耐冲击,但与尼龙或聚碳酸酯等其他材料相比,它可能相对较脆。
层粘合问题:在某些情况下,ABS 可能会遇到层粘合方面的挑战,从而导致零件较弱。
原始形式不符合食品安全:ABS 的原始形式不被认为是食品安全的,因此不太适合在没有适当后处理或涂层的情况下直接接触食品的应用。
3D打印应用
适用于航空航天、汽车和摩托车行业

对于快速原型制作:

适用于人物、时尚、可穿戴设备和角色扮演

用于建筑和施工

定制3D打印常见问题解答
问:我可以 3D 打印定制或个性化对象吗?
答:是的,3D 打印非常适合创建定制或个性化物品,从原型到独特的礼物。
问:3D打印需要什么文件格式?
答:最常见的文件格式是 STL(立体光刻),但服务也可能接受其他格式,例如:STP、3 DM、obj
问:我如何向您发送文件?
答:您可以通过 Aliexpress 聊天或邮件发送至 jh-aliexpress@hotmail dot com 将您的要求发送给我们。
问:你们提供什么技术?
A: 我们提供多种技术:SLA、SLS、SLM、MJF 和 DLP 技术、硅模真空铸造和 CNC 加工
问: 你们能提供什么材料?
A: 我们供应多种材料: 树脂、尼龙、尼龙+玻璃纤维、红蜡、铝、不锈钢、钛合金、黄铜、ABS、PP、PC、POM 和亚克力... 问:
需要多长时间3D 打印物体?
答:打印时间取决于尺寸、复杂程度和所选的打印速度。小物体可能需要几个小时,而大而复杂的物体可能需要几天时间。
问:3D打印零件需要后处理吗?
答:这取决于想要的效果。对于某些应用,可能需要进行后处理,例如打磨、喷漆或组装。
问:3D打印服务有尺寸限制吗?
答:是的,每台 3D 打印机都有特定的构建体积,因此可打印物体的尺寸可能会受到限制。
问:3D打印有什么设计考虑吗?
答:是的,3D 打印设计涉及支撑结构、层方向和壁厚等考虑因素,以确保成功打印。
问:哪些行业使用3D打印服务?
答:3D 打印应用于广泛的行业,包括航空航天、医疗保健、汽车、建筑和消费品。