JH-3D
Custom 3D Printing Service Precision Print Prototype SLA Resin SLS TPU MJF Nylon SLM Metall Aluminium Rostfritt Titanium ABS-modell
Custom 3D Printing Service Precision Print Prototype SLA Resin SLS TPU MJF Nylon SLM Metall Aluminium Rostfritt Titanium ABS-modell
Det gick inte att ladda hämtningstillgänglighet
Notera
Detta är en länk bara för att visa våra 3D-utskriftstekniker och material, vänligen beställ inte direkt.
Om du har några krav för 3D-utskrift, vänligen kontakta oss via Aliexpress eller e-post.

Anpassa 3D-utskriftstjänster
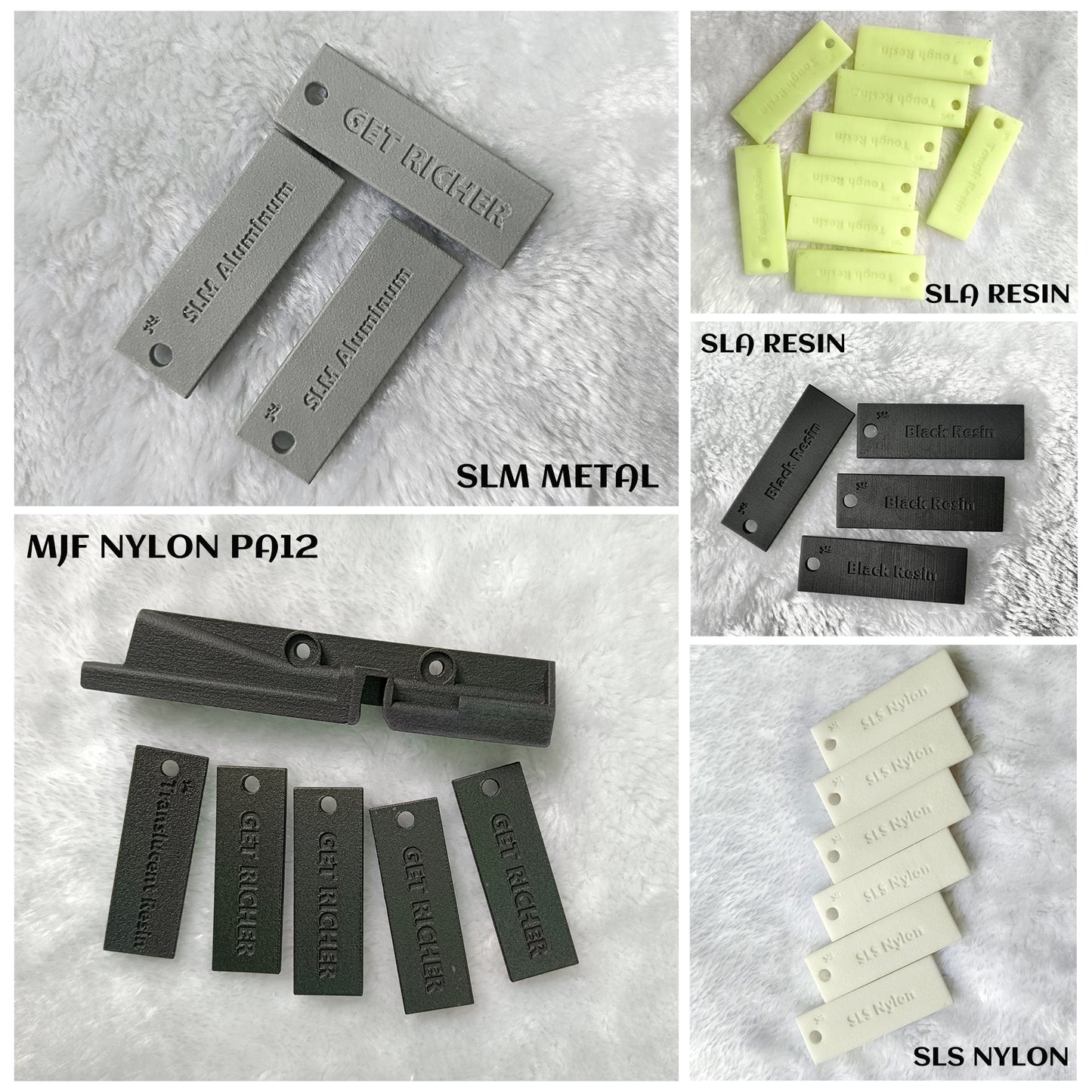
Multi-Technologies
Multi-Materials
SLA Standard White Resin
SLA Standard Black Resin
SLA Tough Resin
SLA Högtemperaturharts
SLA Translucent Resin
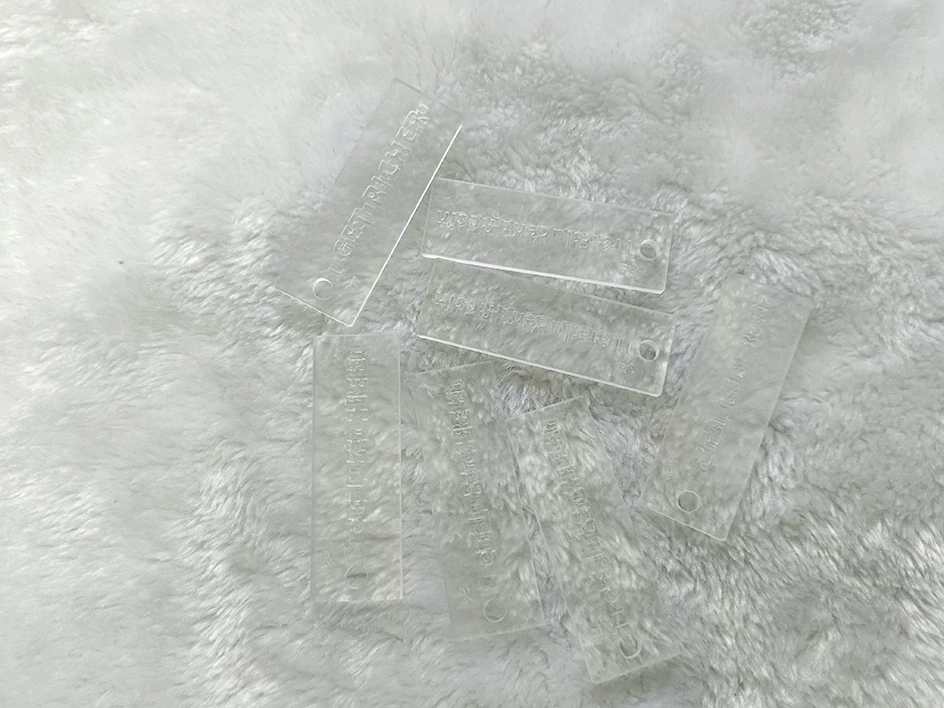
SLA Clear Resin
SLS Nylon
SLS Glas Filber Nylon
SLS TPU
MJF Nylon PA12 (Grå/Svart)
DLP Red Wax
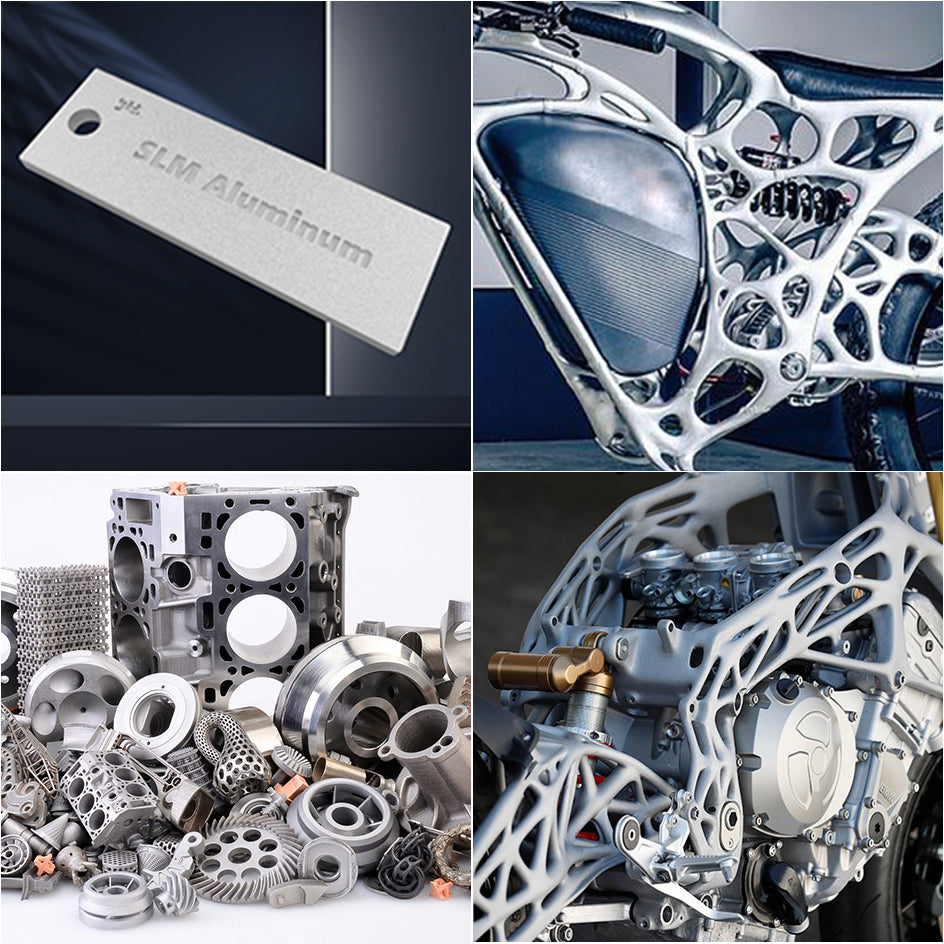
SLM Aluminium
SLM Rostfritt stål
SLM Titanlegering
FDM ABS

Om 3D-utskrift
Vad är 3D-utskrift?
3D-utskrift, även känd som additiv tillverkning, är en tillverkningsprocess som skapar tredimensionella objekt genom att lägga till material lager för lager. Till skillnad från traditionella subtraktiva tillverkningsmetoder, som innebär att man skär eller formar material från ett massivt block, bygger 3D-utskrift objekt lager för lager nerifrån och upp. Denna teknik möjliggör skapandet av komplexa och intrikata former som skulle vara utmanande eller omöjliga att producera med traditionella tillverkningstekniker.

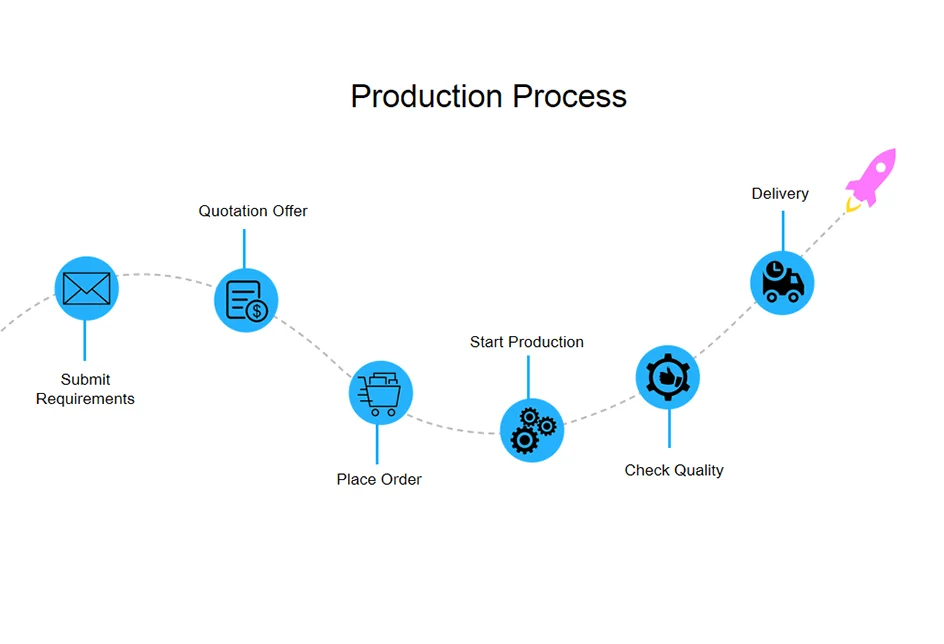
Hur man beställer
1, Skicka oss ditt krav
2, Offerterbjudande
3, Lägg order
4, Starta produktion
5, Kontrollera Kvantitet
6, Leverans och leverans

Standard vit harts
SLA standard vit harts är en typ av 3D-utskriftsmaterial designat för användning i SLA 3D-skrivare. Dess primära och enkla egenskap är dess färg – den är vit. Detta harts kännetecknas av sin förmåga att producera högupplösta 3D-utskrifter med en jämn och enhetlig vit ytfinish. Dess neutrala vita färg ger en tom duk som enkelt kan målas eller ytbehandlas för att uppnå specifika färger eller utseenden, vilket gör den mångsidig för olika applikationer, inklusive prototyper, modellering och konstnärliga skapelser.
Funktion:
Teknik SLA
Material Standard Harts
Originalfärg Vit
Termisk deformation 40-50°C
Hårdhet 84D (ASTM D 2240)
Ytsituation Små lagerlinjer och repor
Utskriftsplattform Storlek 600*600*400mm, 800*800*550mm, 00000*7 500mm
Böjmodul 2600-2700 Mpa (ASTM D 790)
Böjhållfasthet 72-78 Mpa (ASTM D 790)
Dragmodul 2200-2500 MPa (ASTM D 638)
Draghållfasthet 75-85 MPa (ASTM D 790)
1 Elong vid brott 16 % (ASTM D 638)
Slaghållfasthet skårad Izod 55-70 j/m (ASTM D 256)
Tolerans Den lokala noggrannheten för produkten är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter processmontering, Insektskopparnötter, Fysisk polering, Målning, Galvanisering, Silkscreen, Vattentransfertryck, Beläggning
Väggtjocklek krävs 0,8 mm ovanför, stora delar enligt 3D-ritningar
Fördelarna med SLA standardharts är:
1, Slät finish: SLA vit harts producerar delar med en slät ytfinish som kräver minimal efterbearbetning för ett attraktivt utseende.
2, High Detail: Möjliggör intrikata och detaljerade konstruktioner, vilket gör den idealisk för projekt som kräver precision och fina funktioner.
3, mångsidig efterbearbetning: Lätt att måla, färga eller belägga för anpassning, vilket ger flexibilitet för att uppnå önskad estetik.
4, Designvalidering: Utmärkt för prototypframställning och designvalidering på grund av dess förmåga att visa upp komplicerade designs exakt.
5, Snabb fotopolymerisation: Snabb härdning under tryckprocessen, vilket säkerställer effektiv och snabb produktion av delar.
Nackdelarna med SLA-standardharts är:
1, Sprödhet: Standard SLA-harts kan vara relativt skör, vilket gör den mindre lämplig för delar som kräver hög slagtålighet.
2, Begränsad hållbarhet: Det kanske inte tål långvarig exponering för utomhus eller tuffa miljöer, vilket påverkar långvarig hållbarhet.
3, Materialegenskaper: Egenskaperna hos standard SLA-harts kan variera, och det kan sakna specifika egenskaper som behövs för vissa applikationer.
4, UV-känslighet: SLA-harts kan vara känsligt för UV-ljus, vilket kan orsaka nedbrytning eller färgförändringar över tid när det utsätts för solljus.
5, Krav på efterhärdning: Ytterligare härdningssteg behövs ofta efter utskrift för att uppnå optimala materialegenskaper, vilket ger tid och ansträngning till tryckprocessen.

Standard svart harts
SLA standard svart harts är en typ av 3D-utskriftsmaterial designat för användning i SLA 3D-skrivare. Dess enkla funktion är dess färg – den är svart. Detta harts kännetecknas av sin förmåga att producera högupplösta 3D-utskrifter med en jämn och enhetlig svart ytfinish. Dess svarta färg ger ett attraktivt och visuellt tilltalande utseende, vilket gör den lämplig för applikationer där en mörk eller svart finish önskas, som för funktionella prototyper, konsumentprodukter och kreativa projekt.
Funktion
Teknologi SLA
Material Standard Harts
Originalfärg Svart
Termisk deformation 40-50°C
Hårdhet 83-84D (ASTM D2240)
Ytsituation Små lagerlinjer och repor
Utskriftsplattform Storlek 600*600*400mm
Böjmodul 1700-2100 Mpa (ASTM D790)
Flexural hållfasthet 62-75 Mpa (ASTM D790)
Dragmodul 2200-2300 MPa (ASTM D638)
Draghållfasthet 45-50MPa (ASTM D638)
Förlängning vid brott 17-24 % (ASTM D638)
Slaghållfasthet skårad Izod j/48m ( ASTM D256)
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter bearbetning, insektskopparmuttrar, fysisk polering, målning, galvanisering, silkscreen, vattenöverföringstryck,
beläggningsvägg tjocklek krävs 0,8 mm ovanför, stora delar enligt 3D-ritningar.
Fördelarna med SLA standardharts är:
1, Slät finish: SLA svart harts ger delar med en slät ytfinish, som kräver minimal efterbearbetning för ett attraktivt utseende.
2, High Detail: Möjliggör intrikata och detaljerade konstruktioner, vilket gör den idealisk för projekt som kräver precision och fina funktioner.
3, mångsidig efterbearbetning: Lätt att måla, färga eller belägga för anpassning, vilket ger flexibilitet för att uppnå önskad estetik.
4, Designvalidering: Utmärkt för prototypframställning och designvalidering på grund av dess förmåga att visa upp komplicerade designs exakt.
5, Snabb fotopolymerisation: Snabb härdning under tryckprocessen, vilket säkerställer effektiv och snabb produktion av delar.
Nackdelarna med SLA-standardharts är:
1, Sprödhet: Standard SLA-harts kan vara relativt skör, vilket gör den mindre lämplig för delar som kräver hög slagtålighet.
2, Begränsad hållbarhet: Det kanske inte tål långvarig exponering för utomhus eller tuffa miljöer, vilket påverkar långvarig hållbarhet.
3, Materialegenskaper: Egenskaperna hos standard SLA-harts kan variera, och det kan sakna specifika egenskaper som behövs för vissa applikationer.
4, UV-känslighet: SLA-harts kan vara känsligt för UV-ljus, vilket kan orsaka nedbrytning eller färgförändringar över tid när det utsätts för solljus.
5, Krav på efterhärdning: Ytterligare härdningssteg behövs ofta efter utskrift för att uppnå optimala materialegenskaper, vilket ger tid och ansträngning till tryckprocessen.

Tufft harts
SLA Tough Resin är en typ av 3D-utskriftsmaterial designat för användning i SLA 3D-skrivare. Dess enkla egenskap är dess förbättrade mekaniska egenskaper, främst seghet. Här är en kort beskrivning av de viktigaste egenskaperna hos SLA-tough harts:
Förbättrad mekanisk hållfasthet: SLA-tough harts är formulerad för att ha förbättrade mekaniska egenskaper, särskilt när det gäller seghet och slagtålighet. Detta innebär att 3D-utskrifter gjorda med detta harts är mindre benägna att gå sönder eller splittras när de utsätts för mekanisk påfrestning eller stötar, vilket gör dem lämpliga för funktionella och bärande delar.
I huvudsak är den primära egenskapen hos SLA-tuffa harts dess förmåga att producera 3D-utskrifter med bättre hållbarhet och motståndskraft mot mekaniska krafter, vilket gör det till ett föredraget val för applikationer där styrka och seghet är avgörande.
Egenskaper:
Teknik SLA
Material Tufft Harts
Originalfärg Grön
Termisk deformation 40-50°C
Hårdhet 86D (ASTM D2241)
Ytläge Lätt lager linjer och repor
Utskriftsplattform Storlek 800*800*550mm, 600*600*400mm
Böjmodul 2000-2 (ASTM D790)
Böjhållfasthet 88-93 Mpa (ASTM D790)
Dragmodul 2100-2300 MPa (ASTM D638)
Draghållfasthet 38-56MPa (ASTM D638)
Förlängning vid brott 16% (ASTM D638)
Slaghållfasthet j 25 /m (ASTM D256)
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter bearbetningsmontering, insektskopparmuttrar, fysisk polering, målning, galvanisering, silkscreen, vattenöverföringstryck , Beläggning
Väggtjocklek krävs 0,8 mm ovanför, stora delar enligt 3D-ritningar.
Fördelarna med SLA tough harts är:
1. Förbättrad hållbarhet: SLA tough harts ger förbättrad styrka och seghet, vilket gör den idealisk för funktionella delar som kräver motståndskraft mot slag och slitage.
2.Hög slagtålighet: Denna hartsvariant tål större slagkrafter utan att gå sönder eller deformeras, vilket gör den lämplig för krävande applikationer.
3. Mångsidiga applikationer: På grund av sin hållbarhet är SLA-tuff harts mångsidig och kan användas inom olika industrier, inklusive ingenjörs-, fordons- och konsumentprodukter.
4.Functional Prototyping: Väl lämpad för prototypframställning av funktionella delar som måste utstå stress och mekaniska krafter, vilket ger korrekta representationer för testning och validering.
5. Slät ytfinish: Trots sin förbättrade hållbarhet bibehåller den en relativt slät ytfinish, vilket kräver minimal efterbearbetning för ett polerat utseende.
6. Materialstabilitet: SLA-tufft harts behåller sina egenskaper och strukturella integritet över tid, vilket säkerställer de tryckta delarnas livslängd och tillförlitlighet.
Nackdelarna med SLA-tough harts är:
1. Materialkostnad: SLA-tough harts tenderar att vara dyrare jämfört med standardhartsalternativ, vilket påverkar den totala kostnaden för de 3D-utskrivna delarna.
2. Krav på efterhärdning: I likhet med andra SLA-hartser kräver seg harts ofta ytterligare härdningssteg efter utskrift, vilket ökar den tid och ansträngning som krävs i utskriftsprocessen.
3. Begränsade färgalternativ: Beroende på märke och typ av segt harts kan färgalternativen vara mer begränsade jämfört med standardhartser, vilket potentiellt begränsar estetiska val för slutprodukten.
4. Inte helt oförstörbar: Även om det ger ökad hållbarhet, är det viktigt att notera att SLA-tufft harts inte är oförstörbart och kan fortfarande upplevas skada under extrem stress eller hårda förhållanden.

Högtemperaturharts
Temperaturhartsens enkla funktion är dess grå färg, och den är formulerad med förbättrad värmebeständighet.
Grå färg med hög värmebeständighet: SLA grå högtemperaturharts är grå till färgen och kännetecknas av sin förmåga att motstå höga temperaturer utan att deformeras eller förlora sin strukturella integritet. Detta material är idealiskt för att skapa 3D-utskrifter med en grå finish samtidigt som de säkerställer att de tål höga temperaturer utan att skadas.
Sammanfattningsvis är den primära egenskapen hos SLA Grey High-Temperature Resin dess grå färg och dess förmåga att bibehålla sina fysiska egenskaper och strukturella integritet även när den utsätts för förhöjda temperaturer, vilket gör den lämplig för applikationer där värmebeständighet och ett grått utseende är avgörande.
Egenskaper:
Teknik SLA
Material Värmebeständigt harts
Originalfärg Grå
Termisk deformation 80-90°C
Hårdhet 85D (ASTM D2240)
Ytsituation Lätt lager linjer och repor
Utskriftsplattform Storlek 600*600*400mm
Böjmodul 2900-3220 Mpa
ASTM790 hållfasthet 64-69 Mpa (ASTM D790)
Dragmodul 1900-2090 MPa (ASTM D638)
Draghållfasthet 40-44 MPa (ASTM D638)
Förlängning vid brott 13-20% (ASTM D638)
Slaghållfasthet skårad Izod/34M4. D256)
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter bearbetning, insektskopparmuttrar, fysisk polering, målning, galvanisering, silkscreen, vattenöverföringstryck, beläggning
Väggtjocklek krävs 0,8 mm ovanför, stora delar enligt 3D-ritningar.
Fördelarna med SLA värmebeständigt harts är:
1.Hög värmetolerans: Värmebeständigt harts kan motstå förhöjda temperaturer utan att deformeras, vilket gör det lämpligt för applikationer i högtemperaturmiljöer.
2.Functional Prototyping: Idealisk för att skapa funktionella prototyper av delar som kommer att utsättas för värme eller kräver god termisk stabilitet.
3.Mångsidiga applikationer: Används i stor utsträckning inom industrier som bil-, rymd- och teknik där komponenter kan utsättas för höga temperaturer under drift.
4. Mekanisk integritet: Behåller sina strukturella och mekaniska egenskaper även under långvarig exponering för värme, vilket säkerställer hållbarhet och prestanda under krävande förhållanden.
5. Mångsidighet: Ger mångsidigheten hos SLA-tekniken samtidigt som behovet av värmebeständighet tillgodoses, vilket möjliggör 3D-utskrift av komplexa, värmebeständiga konstruktioner och komponenter.
Nackdelarna med SLA värmebeständigt harts är:
1. Begränsad värmetröskel: Trots att det är värmebeständigt kan hartset ha en maximal temperaturtröskel över vilken det kan börja förlora sina värmebeständiga egenskaper eller deformeras.
2. Potentiellt spröda: Värmebeständiga hartser kan luta mot att bli mer spröda jämfört med standardhartser, vilket påverkar deras förmåga att absorbera mekanisk belastning eller stötar vid höga temperaturer.
3. Efterhärdning krävs: För att uppnå optimal värmebeständighet krävs ofta efterhärdningssteg, vilket ökar den totala produktionstiden och komplexiteten.
4. Kostnad: Värmebeständiga hartser är vanligtvis dyrare jämfört med standardhartser, vilket påverkar den totala kostnaden för 3D-utskrift av värmebeständiga komponenter.
Genomskinligt harts
Den enkla egenskapen är dess genomskinlighet, vilket innebär att den tillåter ljus att passera igenom i viss utsträckning, vilket skapar ett halvtransparent eller genomskinligt utseende.
Translucent Utseende: SLA Translucent Resin kännetecknas av sin förmåga att skapa 3D-utskrifter med ett halvtransparent eller genomskinligt utseende. Detta material tillåter ljus att passera genom det, vilket resulterar i en visuell effekt där föremål som är tryckta med det kan vara delvis genomskinliga eller uppvisa en diffus ljustransmissionskvalitet.
I huvudsak är den primära egenskapen hos SLA Translucent Resin dess förmåga att producera 3D-utskrifter med en halvtransparent eller genomskinlig finish, som ofta används för olika estetiska och funktionella ändamål i applikationer som produktdesign, belysning och konst.
Egenskaper:
Teknik SLA
Material Genomskinlig Harts
Originalfärg Genomskinlig
Termisk Deformation 40-50°C
Hårdhet 86D (ASTM D2240)
Ytsituation Lätt lager linjer och repor
Utskriftsplattform Storlek 600*600*400mm, 450*450*350mm
Böjningsmodul 2100-200 mm (ASTM D790)
Böjhållfasthet 85-90 Mpa (ASTM D790)
Dragmodul 2100-2300 MPa (ASTM D638)
Draghållfasthet 38-56MPa (ASTM D638)
Förlängning vid brott 12 % (ASTM D638)
Slaghållfasthet j 25 /m (ASTM D256)
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter bearbetningsmontering, insektskopparmuttrar, fysisk polering, målning, galvanisering, silkscreen, vattenöverföringstryck , Beläggning
Väggtjocklek krävs 0,8 mm ovanför, stora delar enligt 3D-ritningar.
Fördelarna med SLA genomskinligt harts är:
1. Ljustransmission: Genomskinligt harts tillåter ljus att passera igenom, vilket gör det idealiskt för applikationer som kräver ljusspridning eller en mjuk glödeffekt.
2. Estetiskt tilltalande: Ger ett visuellt tilltalande, halvtransparent utseende, lämpligt för att skapa visuellt tilltalande prototyper, mönster eller konstnärliga föremål.
3.Mångsidiga designalternativ: Möjliggör skapandet av delar med olika nivåer av genomskinlighet, vilket möjliggör anpassning baserat på önskad mängd ljusgenomsläpplighet och opacitet.
4. Prototyper för belysning: Perfekt för prototyper av belysningskomponenter, armaturer eller design där kontrollerad ljusspridning är avgörande.
5. Hållbar och funktionell: Medan det uppnår genomskinlighet, bibehåller hartset fortfarande en nivå av styrka och hållbarhet, vilket gör det lämpligt för både estetiska och funktionella ändamål.
Nackdelarna med SLA genomskinligt harts är:
1. Begränsad styrka: Genomskinligt harts kan ha lägre mekanisk hållfasthet jämfört med ogenomskinliga hartser, vilket gör det mindre lämpligt för delar som kräver hög hållbarhet eller lastbärande förmåga.
2.Synlighet för utskriftslager: På grund av dess genomskinliga natur kan lagerlinjerna från 3D-utskriftsprocessen vara mer synliga, vilket påverkar den övergripande ytfinishen och det estetiska utseendet.
3. Potentiell gulning: Med tiden eller vid exponering för UV-ljus kan det genomskinliga hartset gulna eller förändras i utseende, vilket påverkar dess ursprungliga klarhet och genomskinlighet.
4. Utmaningar efter bearbetning: För att uppnå en konsekvent och önskad nivå av genomskinlighet kan det krävas ytterligare efterbearbetningssteg, vilket kan vara tidskrävande och göra efterbehandlingsprocessen mer komplex.
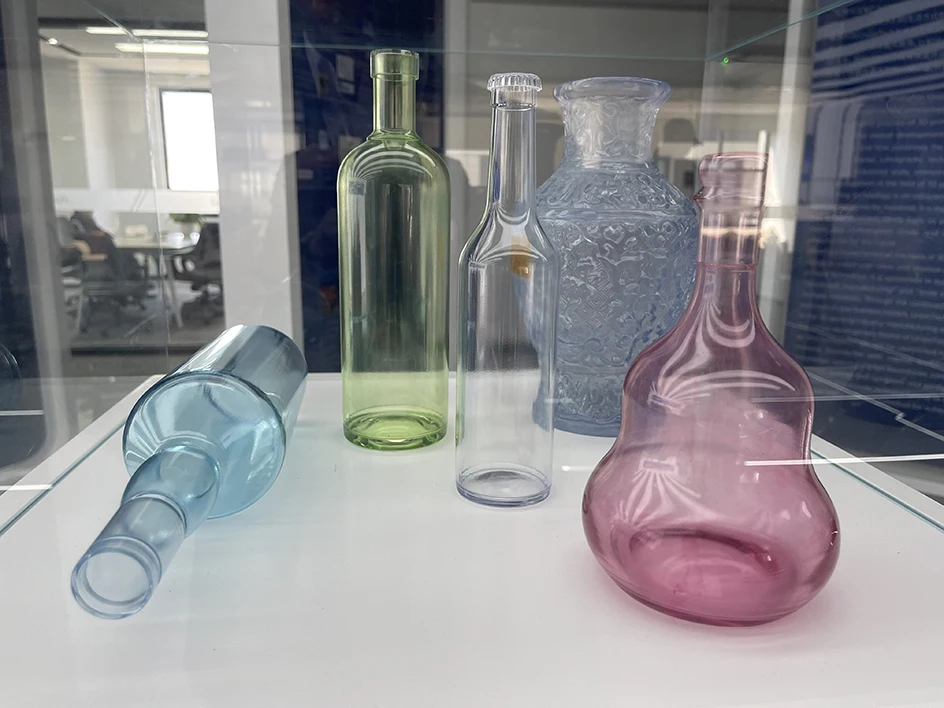
Klart harts
Clear resins enkla funktion är dess transparens, vilket innebär att den har förmågan att producera 3D-utskrifter med ett tydligt och genomskinligt utseende. Transparens: SLA Clear Resin kännetecknas av sin förmåga att skapa 3D-utskrifter med en hög grad av transparens, vilket resulterar i ett tydligt och genomskinligt utseende. Denna genomskinlighet tillåter ljus att passera genom de tryckta objekten, vilket skapar en visuellt tilltalande effekt.
I huvudsak är den primära egenskapen hos SLA Clear Resin dess förmåga att producera 3D-utskrifter som är transparenta, vilket gör den lämplig för applikationer där klarhet och genomskinlighetsegenskaper är väsentliga, såsom för optiska komponenter, linser eller bildskärmsprototyper.
Funktion:
Teknik SLA
Material Klart harts
Originalfärg Walter Clear
Termisk deformation 40-50°C
Hårdhet 86D (ASTM D2240)
Ytläge Jämn
utskriftsplattform Storlek 600*600*400 mm, 450*450*350 mm
Böjmodul 2100-240 )
Böjhållfasthet 85-90 Mpa (ASTM D790)
Dragmodul 2100-2300 MPa (ASTM D638)
Draghållfasthet 38-56MPa (ASTM D638)
Förlängning vid brott 12% (ASTM D638)
Slaghållfasthet skårad Izod j/m (m) ASTM D256)
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter bearbetning av insektskopparnötter, montering, målning, galvanisering, silkscreen, vattenöverföringstryck, laserskärning, beläggning av
vägg tjocklek krävs 0,8 mm över, stora delar enligt 3D-ritningar.
Fördelarna med SLA klarharts är:
1.Hög klarhet: SLA klarharts erbjuder exceptionell transparens, vilket möjliggör delar med ett glasliknande utseende, vilket gör det idealiskt för applikationer som kräver optisk klarhet .
2. Detaljerad visualisering: Detta möjliggör tydlig och detaljerad visualisering av interna funktioner och strukturer i delen, vilket gör den lämplig för prototyper, linser och ljusledande komponenter.
3. Slät ytfinish: resulterar vanligtvis i en slät ytfinish direkt från skrivaren, vilket minimerar behovet av omfattande efterbearbetning för ett polerat utseende.
4.Ljustransmission: Utmärkta ljustransmissionsegenskaper, vilket gör den lämplig för optiska och belysningsapplikationer där ljus behöver passera genom delen effektivt.
5.Visuell prototypning: Perfekt för prototyper av transparenta eller genomskinliga produkter, vilket gör att designers och ingenjörer kan visualisera och testa design exakt.
Nackdelarna med SLA klart harts är:
1. Sprödhet: Klart harts kan vara sprödare jämfört med andra material, vilket begränsar dess användning i applikationer som kräver hög slaghållfasthet eller hållbarhet.
2. Gulning med tiden: Klart harts kan uppleva gulning eller missfärgning med tiden, särskilt när det utsätts för UV-ljus, vilket påverkar dess initiala klarhet och transparens.
3. Utmaningar efter bearbetning: Att uppnå optimal klarhet och ta bort synliga lagerlinjer kan kräva ytterligare efterbearbetningssteg, vilket lägger till tid och ansträngning till efterbehandlingsprocessen.
4. Materialkostnad: SLA-klart harts är ofta dyrare jämfört med vanliga ogenomskinliga hartser, vilket påverkar den totala kostnaden för de 3D-printade delarna.

SLS nylon
SLS-nylon avser användningen av nylon, ett termoplastiskt material, som pulvermaterial i SLS-processen.
Nylon är ett populärt val för SLS 3D-utskrift på grund av dess önskvärda egenskaper, inklusive styrka, flexibilitet och hållbarhet. SLS-nylon används vanligtvis för att producera funktionella prototyper, slutanvändningsdelar och sammansättningar med komplexa geometrier. SLS-processen skapar komplexa och detaljerade objekt utan behov av stödstrukturer, eftersom det omgivande pulvret fungerar som ett tillfälligt stöd under tryckprocessen.
SLS nylon 3D-utskrift används ofta i en mängd olika industrier som kräver starka och högpresterande plastdelar, inklusive flyg-, bil-, hälso- och konsumentprodukter.
Funktion:
Teknik SLS
Material Nylon
Originalfärg Vit/Färgsvart
Termisk deformation 100-120 °C
Hårdhet 75D
Ytsituation Grov granulerad
utskriftsplattform Storlek 700*600*400 mm, 600*360*360 mm
Böjmodul 1400 Mpa 4 (ISO 17
) -53 Mpa (ISO 178)
Dragmodul 1600 MPa (ISO 527)
Draghållfasthet 45-50 MPa (ISO 527)
Brottöjning 18% (ISO 527)
Slaghållfasthet skårad Izod 35-40 j/m (ISO 179)
Toler den lokala noggrannheten för produkten är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter bearbetningsmontering, insektskopparmuttrar, gängtråd, fysisk polering, ångutjämning, målning, galvanisering, silkscreen, vattenöverföringstryck, beläggning
1 mm ovanför, stora delar enligt 3D-ritningar.
Fördelarna med SLS Nylon är:
1. Utmärkta mekaniska egenskaper: SLS Nylon erbjuder hög draghållfasthet, hållbarhet och slagtålighet, vilket gör den lämplig för funktionella prototyper och slutanvändningsdelar som kräver mekaniska integritet.
2.Mångsidigt material: Det är ett mångsidigt material som används inom olika industrier på grund av dess förmåga att simulera ett brett utbud av tekniska plaster, vilket gör det anpassningsbart för flera applikationer.
3. God kemisk beständighet: SLS Nylon har god motståndskraft mot kemikalier, oljor och fetter, vilket förbättrar dess lämplighet för delar som utsätts för olika industriella miljöer.
4. Värmebeständighet: Detta material tål måttliga temperaturer, vilket gör det lämpligt för applikationer där värmebeständighet krävs.
5.Lättvikt: SLS Nylon är lätt men ändå stark, vilket gör den idealisk för applikationer där viktminskning är viktigt utan att kompromissa med styrkan.
6. Enkel efterbearbetning: SLS nylondelar är lätta att efterbearbeta, vilket möjliggör utjämning, färgning, målning eller beläggning för att uppnå önskad finish och utseende.
7. Återanvändbarhet av pulver: Oanvänt pulver från SLS-processen kan återvinnas och återanvändas i efterföljande utskrifter, vilket minskar materialspill och kostnader.
8.Komplexa geometrier: SLS-teknik möjliggör skapandet av invecklade och komplexa geometrier utan behov av stödstrukturer, vilket ger designflexibilitet och minskar efterbearbetningsansträngningen.
Nackdelarna med SLS Nylon är:
1. Ytgrovhet: SLS Nylondelar kan ha en grov ytfinish jämfört med andra 3D-utskriftstekniker, vilket kräver ytterligare efterbearbetning för att uppnå en jämnare yta om det behövs.
2. Hygroskopisk natur: Nylon är hygroskopisk, vilket innebär att det lätt absorberar fukt från omgivningen, vilket kan påverka dess egenskaper och dimensionella noggrannhet. Korrekt förvaring och hantering är avgörande.
3. Begränsade färgalternativ: Färgvalen för SLS Nylon kan vara begränsade jämfört med vissa andra 3D-utskriftsmaterial, vilket potentiellt begränsar designalternativen.
4. Materialkostnad: SLS Nylon kan vara relativt dyrt jämfört med andra 3D-utskriftsmaterial, vilket påverkar den totala kostnaden för de utskrivna delarna.
5.Hög bearbetningstemperatur: SLS kräver höga driftstemperaturer under utskriftsprocessen, vilket gör den energikrävande och kräver specialutrustning.

Glasfiber nylon
Glasfiber SLS Nylon är en specifik typ av 3D-utskriftsmaterial som kombinerar nylon med glasfibrer. Dess enkla egenskap är dess sammansättning, som inkluderar både nylon och glasfibrer. Här är en kort beskrivning av de viktigaste egenskaperna hos Glasfiber SLS Nylon:
Nylon med glasfibrer: Glasfiber SLS Nylon är ett 3D-utskriftsmaterial som blandar nylon med glasfibrer. Denna kombination ger ytterligare styrka och styvhet till materialet, vilket gör det idealiskt för applikationer där ökade mekaniska egenskaper krävs.
I huvudsak är den primära egenskapen hos Glass Fiber SLS Nylon dess sammansättning, som inkluderar förstärkning av nylon med glasfibrer, vilket resulterar i ett material som erbjuder förbättrad mekanisk prestanda. Detta gör den lämplig för ett brett spektrum av industriella och tekniska tillämpningar.
Funktion:
Teknik SLS
Material 30% Glasfiber+ Nylon
Originalfärg Vit/Färgsvart
Termisk deformation 120-150°C
Hårdhet 75D
Ytsituation Grov granulerad
utskriftsplattform Storlek 600*360*360 mm
Böjmodul 2600 Mpa (ISO 178)
Böjhållfasthet 68-7 Mpa (ISO 178)
Dragmodul 3000 MPa (ISO 527)
Draghållfasthet 45-50 MPa (ISO 527)
Förlängning vid brott 8 % (ISO 527)
Slaghållfasthet skårad Izod 35-40 j/m (ISO 179)
Tolerans Den lokala noggrannheten av produkten är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter processmontering, insektskopparmuttrar, gängtråd, fysisk polering, ångutjämning, målning, galvanisering, silkscreen, vattenöverföringstryck, beläggning
Väggtjocklek krävs 1 mm ovanför, stora delar enligt 3D-ritningar.
Fördelarna med SLS glasfylld nylon är:
1. Förbättrad styrka och styvhet: Glasfylld nylon kombinerar styrkan och styvheten hos nylon med glasfibrernas förstärkande egenskaper, vilket resulterar i en material med förbättrade mekaniska egenskaper, vilket gör det lämpligt för strukturellt krävande applikationer.
2.Utmärkt slagtålighet: Tillsatsen av glasfibrer förbättrar slagtåligheten hos nylon, vilket ger hållbarhet och seghet för att motstå olika krafter och plötsliga stötar.
3.Lättvikt: Trots sin förbättrade styrka förblir glasfylld nylon lätt, vilket gör den till ett utmärkt val för applikationer där viktminskning är viktigt utan att kompromissa med mekanisk prestanda.
4.Kemisk beständighet: Glasfylld nylon är resistent mot olika kemikalier, oljor och lösningsmedel, vilket möjliggör användning i miljöer där exponering för olika ämnen är ett problem.
5. Dimensionell stabilitet: Tillsatsen av glasfibrer hjälper till att minska tendensen hos nylon att deformeras eller deformeras under höga temperaturer eller belastningar, vilket säkerställer bättre dimensionsstabilitet över tiden.
6. Bra värmebeständighet: Glasfylld nylon uppvisar förbättrad värmebeständighet jämfört med standardnylon, vilket möjliggör användning i applikationer där exponering för höga temperaturer förväntas.
7.Låg termisk expansion: Tillsatsen av glasfibrer minskar termisk expansion, vilket ger mer förutsägbara och stabila dimensioner över varierande temperaturförhållanden.
8. Minskat slitage och nötning: Glasfibrerna förbättrar materialets slitstyrka, förlänger dess livslängd och gör det lämpligt för applikationer som utsätts för friktion och nötning.
Nackdelarna med SLS glasfylld nylon är:
1. Kostnad: Glasfylld nylon kan vara dyrare jämfört med standardnylon eller andra 3D-utskriftsmaterial på grund av kostnaden för att inkorporera glasfibrer i materialet.
2. Ytfinish: SLS glasfylld nylon kan ha en grövre ytfinish jämfört med icke-fylld nylon, vilket kräver ytterligare efterbearbetning för en jämnare yta om det behövs.
3. Ökad friktion under bearbetning: Närvaron av glasfibrer kan öka friktionen under tryckprocessen, vilket potentiellt påverkar utskriftskvaliteten och nödvändiggör ändringar av utskriftsparametrarna.
4. Materialkänslighet: Glasfylld nylon är känsligare för förändringar i bearbetningsförhållanden, såsom temperatur och luftfuktighet, vilket kan påverka utskriftskvalitet och mekaniska egenskaper.

SLS TPU
SLS TPU, är ett 3D-utskriftsmaterial som skapas med selektiv lasersintring (SLS) teknologi.
SLS TPU är ett flexibelt och elastiskt 3D-utskriftsmaterial tillverkat av termoplastisk polyuretan. Den är känd för sin utmärkta flexibilitet, hållbarhet och motståndskraft mot nötning. SLS-teknologin använder en laser för att smälta ihop fint TPU-pulver till fasta lager, vilket gör det lämpligt för att skapa komplexa och flexibla delar. SLS TPU används ofta för att tillverka föremål som packningar, tätningar, soft-touch-grepp, skosulor och andra applikationer där en kombination av flexibilitet och styrka krävs.
Funktion
Teknologi SLS
Material TPU
Originalfärg Vit
Termisk deformation 80-120°C (ISO 11357)
Hårdhet 85-90A (ISO 11357)
Ytsituation Grov granulerad
utskriftsplattform Storlek 198*108*200 mm
böjmodul 70-85 ISO Mpa(78IN) )
Böjhållfasthet 6,2 Mpa(DIN EN ISO 178 )
Dragmodul 60-80 MPa (ISO 527)
Draghållfasthet 18 MPa (ISO 527)
Brottöjning 150-280 % (DIN 53504)
Tolerans Den lokala noggrannheten för produkten är mellan 02. -0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
Post Process Silkscreen
Väggtjocklek krävs 1 mm ovanför, stora delar enligt 3D-ritningar.
Fördelarna med SLS TPU är:
1. Flexibilitet och Elasticitet: TPU är känt för sin flexibilitet, elasticitet och gummiliknande egenskaper, vilket möjliggör skapandet av delar som kan böjas, sträckas och återgå till sin ursprungliga form, vilket gör den idealisk för applikationer som kräver hållbarhet och motståndskraft.
2.Hög slagtålighet: TPU uppvisar utmärkt slaghållfasthet, vilket gör den lämplig för att tillverka delar som måste motstå mekanisk påfrestning och plötsliga stötar.
3.Kemisk beständighet: TPU har god beständighet mot olika kemikalier, oljor och lösningsmedel, vilket förbättrar dess hållbarhet i olika miljöer.
4. Bra temperaturbeständighet: TPU tål ett brett temperaturområde, vilket gör den lämplig för applikationer där exponering för varierande temperaturförhållanden förväntas.
5.Lättvikt: TPU är ett lättviktsmaterial som ger fördelen med minskad vikt i applikationer där vikten är en kritisk faktor.
6. Mångsidiga applikationer: På grund av sin flexibilitet och hållbarhet är SLS TPU mångsidig och kan användas inom områden som skor, fordonskomponenter, sportartiklar, medicinsk utrustning och mer.
7.Komplexa geometrier: SLS-teknik möjliggör skapandet av intrikata och komplexa geometrier med TPU, vilket gör den lämplig för att producera detaljer med detaljerad design.
Nackdelarna med SLS TPU är:
1.Begränsad styrka: TPU, även om det är flexibelt och elastiskt, kan ha lägre mekanisk styrka jämfört med vissa andra 3D-utskriftsmaterial, vilket gör den mindre lämplig för delar som kräver hög strukturell integritet.
2. Ytfinish: SLS-tryckta TPU-delar kan ha en något grov eller kornig ytfinish jämfört med formsprutad TPU, vilket påverkar den övergripande estetiska kvaliteten.
3. Materialkostnad: TPU kan vara relativt dyrare jämfört med andra 3D-utskriftsmaterial, vilket påverkar den totala kostnaden för 3D-utskrivna delar.
4. Layer Bonding Issues: Att uppnå stark lager-till-lager-bindning i SLS TPU-delar kan vara utmanande, vilket påverkar den övergripande styrkan och hållbarheten hos det utskrivna föremålet.

MJF Nylon PA12
MJF fungerar genom att använda en serie bläckstråleskrivhuvuden för att selektivt applicera flussmedel och raffinörer på en bädd av pulveriserat material (vanligtvis nylon). Infraröd energi används sedan för att smälta samman materialet lager för lager. MJF är känt för sina höga utskriftshastigheter, vilket gör den lämplig för snabba prototyper och produktionsapplikationer. Bläckstråleskrivhuvudet i MJF avsätter exakt flödes- och detaljmedel, vilket resulterar i exakta och detaljerade utskrifter. Nylon PA12 ger delarna de nödvändiga mekaniska egenskaperna såsom styrka, seghet och flexibilitet. Den är lämplig för att producera funktionella prototyper och slutanvändningsdelar inom en mängd olika branscher, inklusive fordon, flyg, konsumentvaror och mer.
Funktion:
Teknik MJF
Material Nylon PA12
Originalfärg Grå/Färg Svart
Termisk deformation 95-120 °C (ASTM D648)
Hårdhet 75-85D
Ytsituation Grov granulerad
utskriftsplattform Storlek 380*380*280 mm
Böjmodul 1800-2400 Mpa
Böjhållfasthet 75-85 MPa (ASTM D790)
Dragmodul 1700-2200 MPa (ASTM D648)
Draghållfasthet 45-50 MPa (ASTM D648)
Förlängning vid brott 15-20 % (ASTM D648)
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter processmontering, insektskopparmuttrar, gängtråd, fysisk polering, ångutjämning, målning, galvanisering, silkscreen, vattenöverföringstryck, beläggning Väggtjocklek
krävs 1 mm över
fördelarna med MJF Nylon PA12 är:
1.Hög styrka och hållbarhet: MJF Nylon PA12 erbjuder utmärkta mekaniska egenskaper, inklusive hög draghållfasthet och hållbarhet, vilket gör den lämplig för funktionella och strukturella delar.
2.Lättvikt: Det är ett lätt material, vilket gör det idealiskt för applikationer där viktminskning är viktigt utan att kompromissa med styrka och prestanda.
3. Exakt och detaljerad utskrift: MJF-teknik möjliggör exakt och detaljerad 3D-utskrift, vilket ger intrikata delar med jämna ytfinish och fina funktioner.
4.Snabb utskriftshastighet: MJF är känt för sin relativt snabba utskriftshastighet jämfört med andra 3D-utskriftstekniker, vilket möjliggör snabb produktion av delar.
5.Utmärkt kemisk beständighet: Nylon PA12 har god beständighet mot kemikalier, oljor och lösningsmedel, vilket förbättrar dess lämplighet för ett brett spektrum av industriella tillämpningar.
6. Kostnadseffektivitet: MJF Nylon PA12 erbjuder en bra balans mellan materialkostnad och prestanda, vilket ger en kostnadseffektiv lösning för olika prototyp- och produktionsbehov.
7. Minskad vridning och krympning: MJF Nylon PA12 har minimal skevhet och krympning under tryckprocessen, vilket resulterar i exakta och formstabila delar.
Nackdelarna med MJF Nylon PA12 är:
1. Begränsade materialalternativ: MJF-tekniken använder i första hand nylon PA12, vilket begränsar mängden material som är tillgängliga jämfört med andra 3D-utskriftstekniker.
2. Utseende i lager: MJF-tryckta delar kan uppvisa ett något lager eller kornigt utseende, vilket påverkar den estetiska kvaliteten jämfört med vissa andra 3D-utskriftsmetoder.
3. Materialkostnad: Även om Nylon PA12 erbjuder en bra balans mellan kostnad och prestanda, kan den totala kostnaden för MJF Nylon PA12 fortfarande vara högre jämfört med vissa andra 3D-utskriftsmaterial.
4. Utmaningar efter bearbetning: Att uppnå en jämn ytfinish kan kräva ytterligare efterbearbetningssteg, vilket kan lägga tid och ansträngning på produktionsprocessen.
5. Värmekänslighet: Nylon PA12 kan vara känsligt för värme under efterbearbetning eller lagring, vilket potentiellt påverkar delens egenskaper om den utsätts för hög temperatur
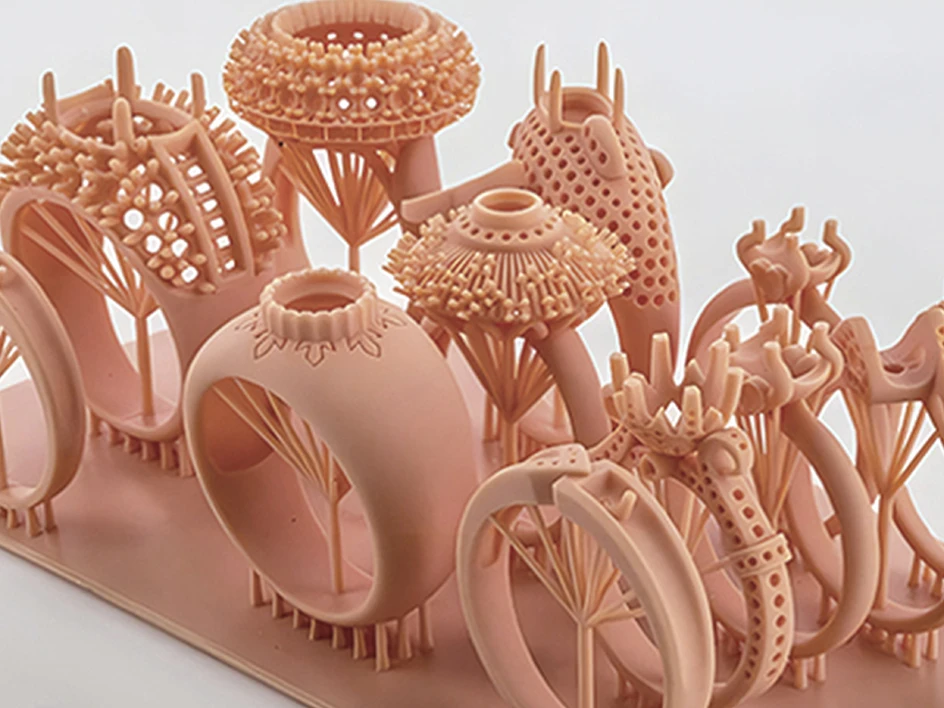
DLP Rödvax
DLP Red Wax 3D-utskrift är en 3D-utskriftsprocess som använder en digital ljusprojektor för att selektivt härda lager av ett rödfärgat vaxliknande fotopolymerharts. Hartset utsätts för UV-ljus på ett lager-för-lager-sätt, vilket stelnar det för att skapa ett tredimensionellt objekt. Det "röda vaxet"-utseendet hänvisar till färgen på fotopolymerhartset, som efterliknar utseendet på traditionellt vax som används vid smyckesgjutning och modellering.
Denna teknik används ofta i smyckesdesign och tillverkning eftersom den möjliggör skapandet av intrikata och mycket detaljerade vaxmönster för gjutning av smycken. Den röda färgen hjälper till att visualisera den slutliga vaxmodellen och väljs ofta för dess kontrast mot de vita eller klara gjutmaterialen som används i smyckesindustrin. DLP Red Wax 3D-utskrift värderas för sin precision och förmåga att producera komplexa och känsliga smyckesdesigner effektivt.
Funktion
Teknologi DLP
Material Röd Vax
Originalfärg Gul Röd
Termisk deformation 52-70°C
Hårdhet 70D
Ytläge Jämn
utskriftsplattform Storlek 198*108*200mm
Böjmodul 442 Mpa
Böjhållfasthet 12,6 Mpa Böjningshållfasthet 12,6 Mpa
Böjningshållfasthet 10-15% Islaghållfasthet 10-15%
Islaghållfasthet 10-15% Islagstyrka. j/m
Tolerans Produktens lokala noggrannhet är mellan 0,1-0,15 mm~2 ‰, medan den totala noggrannheten är svår att kontrollera
efter process Fysisk polering, målning, galvanisering, silkscreen, vattenöverföringstryck, beläggning
Väggtjocklek krävs 0,5 mm
över Fördelarna med DLP rött vax är:
1. Realistiskt utseende: DLP rött vax replikerar de visuella egenskaperna hos vax, vilket gör det idealiskt för smycken, figurdesign och gjutningsapplikationer där en traditionell vaxestetik önskas.
2. Slät ytfinish: Rött vax kan producera intrikata och detaljerade delar med en slät ytfinish, vilket ger fina detaljer och komplexa geometrier exakt.
3. Enkel gjutning: Rött vax är designat för investeringsgjutningsprocesser, vilket möjliggör exakt, högkvalitativ gjutning med minimala rester och aska efter utbrändhet.
4.Hög precision: DLP-teknik möjliggör hög precision och noggrannhet, vilket säkerställer att vaxmodellerna stämmer överens med den avsedda designen, avgörande för smycken och dentala tillämpningar.
5. Ingen snidning behövs: Till skillnad från traditionell vaxsnideri eliminerar DLP rött vax behovet av manuell skulptering, vilket sparar tid och ansträngning i design- och produktionsprocessen.
6.Kostnadseffektiv: DLP rött vax kan vara en kostnadseffektiv lösning för att skapa invecklade vaxmönster för investeringsgjutning, särskilt för småskalig produktion eller anpassade smyckesdesigner.
7. Konsistens och reproducerbarhet: DLP-teknik möjliggör konsekventa och reproducerbara resultat, vilket säkerställer enhetlig kvalitet och noggrannhet över flera vaxmodeller.
Nackdelarna med DLP rött vax är:
1. Materialbegränsning: DLP rött vax är specialiserat för vissa applikationer, främst i smycken, elektroniska komponenter, figurer och andra delar med högre detaljer.
2. Sprödhet: Rött vax kan vara relativt sprött, vilket gör det sårbart för brott eller skador under hantering eller transport, vilket kräver noggrann hantering.
3. Värmekänslighet: Rött vax kan mjukna eller deformeras vid förhöjda temperaturer, vilket begränsar dess användning i applikationer som involverar exponering för värme eller direkt solljus.
4.Begränsade färgalternativ: Som namnet antyder erbjuder rött vax vanligtvis en specifik färg, som kanske inte är lämplig för alla design- eller konstnärliga preferenser.
5. Materialkostnad: DLP-rött vax kan vara dyrare jämfört med standardutskriftsmaterial, vilket påverkar den totala kostnaden för 3D-utskriftsprojekt som använder detta material.

SLM aluminium
SLM Aluminium är känt för sin utmärkta kombination av styrka, lätta egenskaper och goda korrosionsbeständighet. SLM-processen innebär att man använder en kraftfull laser för att selektivt smälta och smälta samman lager av pulveriserad aluminiummetall och bygga upp ett 3D-objekt lager för lager.
Detta material används ofta i flyg-, bil- och ingenjörsapplikationer för att producera lätta och starka komponenter, såsom konsoler, kylflänsar, höljen och prototyper. Den erbjuder hög precision och förmågan att skapa komplexa geometrier som skulle vara utmanande att tillverka med traditionella metoder. SLM Aluminium värderas för dess mekaniska prestanda, hållbarhet och lämplighet för krävande tekniska tillämpningar
Funktionsteknologi
SLM
Material Aluminium
Originalfärg Grå
Termisk deformation 150-180 °C
Hårdhet 110-120 HBW
Ytsituation Grov granulerad
utskriftsplattform Storlek 400*300*400*
400 av elasticitet 60-75 Gpa
Sträckgräns 170-220 Mpa
Draghållfasthet 300-400 MPa
Töjning vid brott 6-12%
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter Process Fysisk polering, Cnc-bearbetning, Värmebehandling, Målning, Tejpning Tråd, Galvanisering, Silkscreen, Beläggning
Väggtjocklek krävs 1 mm ovanför
Fördelarna med SLM Aluminium är:
1.Hög styrka-till-viktförhållande: SLM Aluminium AiSi10Mg erbjuder utmärkt styrka och hållbarhet samtidigt som den förblir lätt, vilket gör den idealisk för applikationer där viktminskning är avgörande utan att kompromissa med den strukturella integriteten.
2.Komplexa geometrier: SLM-teknik möjliggör produktion av invecklade och komplexa geometrier med precision, vilket möjliggör design av mycket anpassade och optimerade delar för specifika applikationer.
3. Materialprestanda: Legeringens sammansättning ger goda mekaniska egenskaper, inklusive hög draghållfasthet, seghet och motståndskraft mot slitage, vilket förbättrar dess användbarhet i krävande tekniska tillämpningar.
4. Förbättrad värmeledningsförmåga: Aluminium är känt för sin utmärkta värmeledningsförmåga, och SLM Aluminium AiSi10Mg ärver denna egenskap, vilket gör den lämplig för delar som utsätts för termisk stress eller som kräver effektiv värmeavledning.
5. Snabb prototypframställning och produktion: SLM erbjuder snabba prototyper och produktionscykler, vilket möjliggör snabbare produktutveckling och kortare ledtider, vilket gör det effektivt för både prototypframställning och tillverkning av små till medelstora volymer.
6. Materialeffektivitet: SLM använder aluminiumpulver effektivt under tryckprocessen, vilket minimerar materialspill och bidrar till kostnadseffektivitet på lång sikt.
Nackdelarna med SLM Aluminium är:
1. Ytgrovhet: SLM-tryckta aluminiumdelar kan ha en grövre ytfinish jämfört med traditionella bearbetningsmetoder, vilket kräver ytterligare efterbearbetning för att uppnå en jämnare yta.
2. Anisotropa egenskaper: SLM-producerade aluminiumdelar kan uppvisa anisotropa mekaniska egenskaper, vilket innebär att de kan ha olika styrka och egenskaper i olika riktningar på grund av lager-för-lager-utskriftsprocessen.
3. Materialhomogenitet: Att uppnå enhetliga materialegenskaper genom hela den tryckta delen kan vara utmanande, vilket påverkar dess mekaniska integritet och konsistens.
4. Restspänningar: SLM-processen kan införa restspänningar i den tryckta aluminiumdelen, vilket påverkar dess strukturella stabilitet och potentiellt leda till skevhet eller deformation.

SLM rostfritt stål
SLM Stainless Steel är en metallegering som huvudsakligen består av järn (Fe), krom (Cr), nickel (Ni) och molybden (Mo). Det är känt för sin exceptionella korrosionsbeständighet, styrka och hållbarhet. SLM-processen innebär att man använder en kraftfull laser för att selektivt smälta och smälta lager av pulveriserat rostfritt stål och bygga upp ett 3D-objekt lager för lager.
Detta material används ofta i olika industrier, inklusive flyg, sjukvård och teknik, för att producera starka, korrosionsbeständiga komponenter som konsoler, tandimplantat, anpassade kirurgiska instrument och prototyper. SLM Stainless Steel värderas för dess mekaniska prestanda, biokompatibilitet (i vissa kvaliteter) och lämplighet för applikationer där motståndskraft mot korrosion och höga temperaturer är avgörande.
Funktionsteknologi
SLM
Material Rostfritt stål
Originalfärg Grå
Termisk deformation 450-500 °C
Hårdhet 25-30 HRC
Ytsituation Grov granulerad
utskriftsplattform Storlek 250*250*320 mm
Elasticitetsmodul 170-180 Gpa
Sträckgräns 350-400
Mpa 650 MPa
Förlängning vid brott 25-30 %
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter process Fysisk polering, Cnc-bearbetning, värmebehandling, målning, tejpning av tråd, galvanisering , Silkscreen, Beläggning
Väggtjocklek krävs 1 mm över
Fördelarna med SLM rostfritt stål är:
1. Utmärkt korrosionsbeständighet: rostfritt stål, när det bearbetas med SLM, bibehåller sin utmärkta motståndskraft mot korrosion, vilket gör det lämpligt för applikationer i aggressiva miljöer, inklusive marina och kemisk industri.
2.Hög styrka och hållbarhet: SLM-producerat rostfritt stål erbjuder starka mekaniska egenskaper, vilket gör det hållbart och kan motstå höga påfrestningar och belastningsförhållanden, vilket säkerställer lång livslängd och tillförlitlighet.
3.Biokompatibilitet: Rostfritt stål används ofta i biomedicinska tillämpningar på grund av dess biokompatibilitet, vilket gör det lämpligt för kirurgiska implantat och annan medicinsk utrustning.
4. Brett utbud av applikationer: SLM Stainless Steel finner tillämpning i olika industrier, inklusive flyg, bil, sjukvård och tillverkning, på grund av dess mångsidiga egenskaper och förmåga att möta olika krav.
5.Komplexa geometrier: SLM möjliggör produktion av intrikata och komplexa geometrier, vilket möjliggör designfrihet och skapandet av optimerade delar för förbättrad prestanda.
6. Reducerat materialavfall: SLM-processen är materialeffektiv och minimerar avfallet genom att endast använda den nödvändiga mängden rostfritt stålpulver för varje del, vilket gör det till ett kostnadseffektivt och miljövänligt alternativ.
Nackdelarna med SLM rostfritt stål är:
1. Kostnad: SLM rostfritt stål kan vara relativt dyrt jämfört med andra tillverkningsmetoder eller legeringar av lägre kvalitet i rostfritt stål, vilket påverkar den totala kostnaden för de tryckta delarna.
2. Ytfinish: SLM-producerade delar av rostfritt stål kan ha en grövre ytfinish jämfört med traditionellt bearbetade delar, vilket kräver ytterligare efterbearbetning för en jämnare yta om så krävs.
3.Anisotropa egenskaper: SLM kan resultera i anisotropa mekaniska egenskaper, vilket innebär att materialets egenskaper kan variera i olika riktningar, vilket kan vara en utmaning i applikationer som kräver enhetlig styrka i alla riktningar.
4. Tryckt porositet: SLM-processen kan ibland introducera mikroskopiska porer eller tomrum i de tryckta delarna, vilket potentiellt påverkar materialets densitet och mekaniska egenskaper.
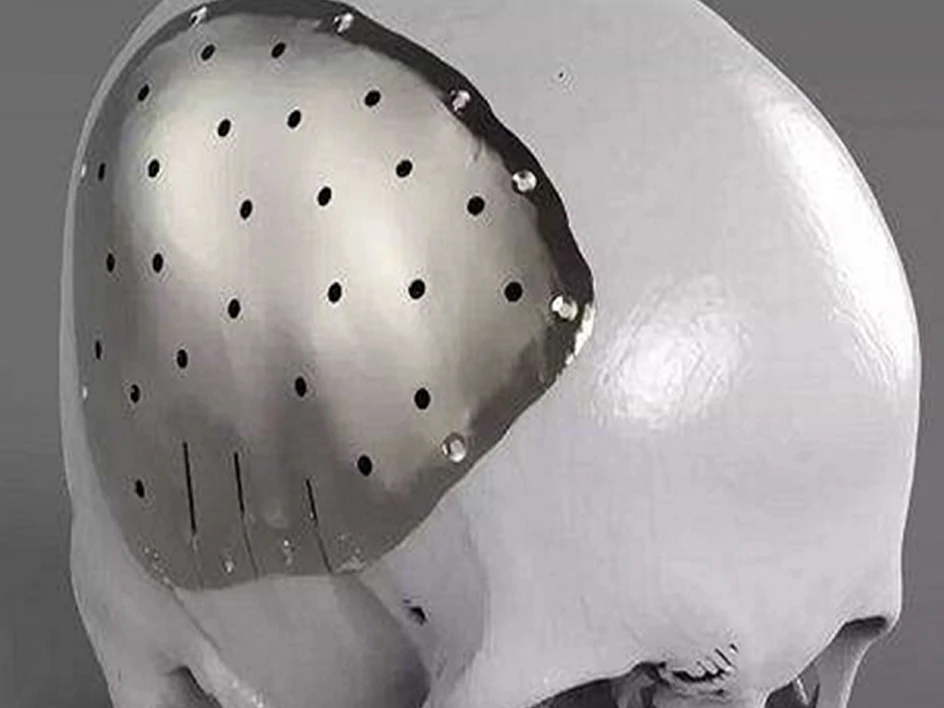
SLM titanlegering
SLM Titanium Alloy är ett metallmaterial som huvudsakligen består av titan (Ti) med tillägg av andra element som aluminium (Al) och vanadin (V) för att förbättra dess mekaniska egenskaper. Det är känt för sin utmärkta kombination av styrka, lätta egenskaper och biokompatibilitet. SLM-processen innebär att man använder en kraftfull laser för att selektivt smälta och smälta samman lager av pulveriserad titanlegering och bygga upp ett 3D-objekt lager för lager.
Detta material används ofta inom flyg-, medicin- och verkstadsindustrin för att producera lätta men ändå starka komponenter, såsom flygplansdelar, medicinska implantat, anpassade proteser och fordonskomponenter. SLM Titanium Alloy värderas för sin mekaniska prestanda, korrosionsbeständighet och lämplighet för applikationer där en balans mellan styrka och biokompatibilitet är avgörande.
Funktion
Teknologi SLM
Material Titanlegering
Originalfärg Grå
Termisk deformation 150-200 °C
Hårdhet 32-36 HRC
Ytsituation Grov granulerad
utskriftsplattform Storlek 400*300*400 mm
Elasticitetsmodul 110-120 Gpa
Sträckgräns 900-950 Mpa
tiotals-styrka 1050 MPa
Förlängning vid brott 6-12%
Tolerans Produktens lokala noggrannhet är mellan 0,2-0,3 mm~3,5 ‰, medan den totala noggrannheten är svår att kontrollera
efter process Fysisk polering, Cnc-bearbetning, värmebehandling, målning, galvanisering, silkscreen, Beläggning
Väggtjocklek krävs 1 mm över
Fördelarna med SLM Titanium Alloy i en enkel beskrivning är:
1. Hög styrka-till-vikt-förhållande: Titan är en titanlegering känd för sin exceptionella styrka samtidigt som den är relativt lätt, vilket gör den idealisk för applikationer där både styrka och vikt är kritiska faktorer.
2. Utmärkt korrosionsbeständighet: Titanlegeringar har enastående korrosionsbeständighet, vilket gör dem lämpliga för applikationer i aggressiva miljöer som marin-, rymd- och kemisk industri.
3.Biokompatibilitet: Titanlegeringar är biokompatibla, vilket gör dem allmänt använda i medicinska implantat och apparater där de kan interagera säkert med människokroppen.
4.Högtemperaturbeständighet: Titan tål höga temperaturer, behåller sin styrka och strukturella integritet även vid höga driftstemperaturer, vilket gör den lämplig för applikationer som utsätts för värme.
5. Enastående materialegenskaper: Titan erbjuder goda mekaniska egenskaper, inklusive hög draghållfasthet, utmattningshållfasthet och brottseghet, vilket möjliggör tillverkning av hållbara och pålitliga delar.
Nackdelarna med SLM Titanium Alloy är:
1. Kostnad: SLM titanlegering kan vara dyrt jämfört med andra material och tillverkningsprocesser på grund av kostnaden för titan och den avancerade SLM-teknik som krävs för bearbetning.
2. Materialkänslighet: Titan är känsligt för syre- och kväveexponering under tryckprocessen, vilket kan påverka materialegenskaperna, vilket gör exakt kontroll av utskriftsmiljön avgörande.
3. Ytfinish: SLM-tillverkade titandelar kan ha en grövre ytfinish jämfört med traditionellt bearbetade delar, vilket kräver ytterligare efterbearbetning för en jämnare yta om så krävs.
4.Hög smälttemperatur: Titan har en hög smältpunkt, vilket kräver specialiserade laserkällor med hög energi för effektiv fusion under SLM-processen, vilket kan öka den totala energiförbrukningen och driftskostnaderna.

FDM ABS
FDM ABS avser användningen av ABS-material i FDM 3D-utskriftsprocessen. FDM är en populär 3D-utskriftsteknik där en termoplastisk filament, som ABS, smälts och extruderas lager för lager för att skapa ett tredimensionellt objekt.
ABS är en vanlig termoplast som är känd för sin styrka, hållbarhet och motståndskraft mot värme och slag. I 3D-utskrift används ABS ofta för att skapa funktionella prototyper, mekaniska delar och slutanvändningsprodukter. FDM-processen med ABS går ut på att värma upp filamentet till sin smältpunkt, extrudera det genom ett munstycke och bygga upp objektet lager för lager. ABS är uppskattat för sin mångsidighet, vilket gör det lämpligt för ett brett spektrum av applikationer inom 3D-utskrift.
Funktionsteknik
FDM
Material ABS
Originalfärg Svart/Vit
Termisk deformation 70-90°C (ASTM D648)
Hårdhet 84D (ASTM D 2240)
Ytsituation Klara lagerlinjer och repor
Utskriftsplattform Storlek 1000*610*610 mm
Böjmodul 1,7-2 Gpa (ASTM D 790)
Böjhållfasthet 50-60 Mpa (ASTM D 790)
Dragmodul 2-2,2 GPa (ASTM D 638)
Draghållfasthet 30-35 MPa (ASTM D 638)
Brottöjning 1,8-5,9 % (ASTM D 638)
Slaghållfasthet skårad Izod 30-70 j/m (ASTM D 256)
Tolerans Produktens lokala noggrannhet är mellan 0,3-0,35 mm~4 ‰, medan den totala noggrannheten är svår att kontrollera
. Målning, Galvanisering, Silkscreen, Vattentransfertryck, Beläggning
Väggtjocklek krävs 0,8 mm ovanför, stora delar enligt 3D-ritningar
Fördelar:
Styrka och hållbarhet: ABS är känt för sin goda hållfasthet, seghet och slagtålighet, vilket gör den lämplig för funktionell prototyper och delar för slutanvändning.
Mångsidighet: ABS kan användas i ett brett spektrum av applikationer på grund av dess balanserade egenskaper, vilket gör det lämpligt för olika industrier inklusive fordon, elektronik, konsumentvaror och mer.
Enkelt att skriva ut: ABS är relativt lätt att skriva ut med FDM-teknik, med god vidhäftning mellan lagren, vilket gör det till ett populärt val för 3D-utskrift.
Efterbearbetning: ABS är mottagligt för efterbearbetningstekniker som slipning, målning och acetonångutjämning, vilket möjliggör förbättrad ytfinish och estetik.
Temperaturbeständighet: ABS tål ett brett temperaturområde, vilket gör det lämpligt för applikationer som utsätts för olika miljöförhållanden.
Kemisk beständighet: ABS visar god beständighet mot många kemikalier, vilket gör den lämplig för applikationer där exponering för kemikalier förväntas.
Kostnadseffektiv: ABS-filament är vanligtvis prisvärt och allmänt tillgängligt, vilket gör det till ett kostnadseffektivt val för 3D-utskrift.
Nackdelar:
Benägen att vrida sig: ABS har en tendens att deformeras, särskilt under kylning, vilket leder till potentiella problem med vidhäftning av tryckbädden och skevhet av de utskrivna delens hörn.
Kräver kontrollerad utskriftsmiljö: ABS är känsligt för temperaturfluktuationer under utskrift. Det kräver ofta en uppvärmd byggplattform och en sluten tryckkammare för att minimera skevhet och förbättra utskriftskvaliteten.
Skörhet: Även om ABS är tufft och slagtåligt, kan det vara relativt skört jämfört med andra material som nylon eller polykarbonat.
Problem med skiktvidhäftning: I vissa fall kan ABS uppleva utmaningar med skiktvidhäftning, vilket resulterar i svagare delar.
Inte livsmedelssäker i rå form: ABS anses inte vara livsmedelssäker i sin råa form, vilket gör det mindre lämpligt för tillämpningar som involverar direkt kontakt med livsmedel utan lämplig efterbearbetning eller beläggning.
Applikation för 3D-utskrift
För flyg-, fordons- och motorcykelindustrin

För Rapid Prototyping:

För figurer, mode, wearables och cosplay

För arkitektur och konstruktion

Vanliga frågor om anpassad 3d-utskrift
F: Kan jag 3D-skriva ut anpassade eller personliga objekt?
S: Ja, 3D-utskrift är utmärkt för att skapa anpassade eller personliga föremål, från prototyper till unika presenter.
F: Vilket filformat krävs för 3D-utskrift?
S: Det vanligaste filformatet är STL (Stereolithography), men tjänster kan också acceptera andra format, t.ex.: STP, 3 DM, obj
F: Hur kan jag skicka filerna till dig?
S: Du kan skicka oss dina krav via Aliexpress-chatt eller mail till jh-aliexpress@hotmail dot com.
F: Vilken teknik tillhandahåller du?
S: Vi tillhandahåller multiteknologier: SLA-, SLS-, SLM-, MJF- och DLP-tekniker, Silicon Mold Vacuuming Casting och CNC-bearbetning
F: Vilka material kan du tillhandahålla?
A: Vi levererar flera material: harts, nylon, nylon+glasfiber, rödvax, aluminium, rostfritt stål, titanlegering, mässing, ABS, PP, PC, POM och akryl...
F: Hur lång tid tar det att 3D-printa ett objekt?
S: Utskriftstiden beror på storleken, komplexiteten och den valda utskriftshastigheten. Små föremål kan ta några timmar, medan stora och komplexa kan ta flera dagar.
F: Krävs efterbearbetning för 3D-utskrivna delar?
S: Det beror på önskad finish. Efterbearbetning, såsom slipning, målning eller montering, kan vara nödvändig för vissa applikationer.
F: Finns det storleksbegränsningar i 3D-utskriftstjänster?
S: Ja, varje 3D-skrivare har en specifik byggvolym, så det kan finnas begränsningar för storleken på objekt som kan skrivas ut.
F: Finns det några designöverväganden för 3D-utskrift?
S: Ja, design för 3D-utskrift involverar överväganden som stödstrukturer, skiktorientering och väggtjocklek för att säkerställa framgångsrik utskrift.
F: Vilka branscher använder 3D-utskriftstjänster?
S: 3D-utskrift används i ett brett spektrum av industrier, inklusive flyg, sjukvård, fordon, arkitektur och konsumentvaror.